- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
在 “双碳” 目标下,马德宝干式螺杆真空泵以节能降耗特性,成为工业绿色转型的重要助力。相较于传统滑阀泵,其 11KW 电机每年可节省电能约 3 万度(按年运行 8000 小时计算),无油烟排放减少大气污染,无油污染降低废水处理成本。同时,设备运行时振动小、噪音低,改善车间作业环境,符合现代工业对 “绿色生产、人文车间” 的需求。从化工医药的清洁生产,到电子行业的精密制造,马德宝螺杆真空泵不仅为企业提升生产效率,更以可持续设计助力行业实现 “高效生产与环保责任” 的双赢。螺杆真空泵噪音螺杆真空泵抽除易燃易爆气体时需用防爆电机(Ex d IIB T4),排气端加阻火器。
在粉末冶金,特别是金属注射成型(MIM)和陶瓷注射成型(CIM)工艺中,脱脂是决定产品**终品质与合格率的瓶颈环节。此阶段,成型坯体中的大量有机粘结剂(如蜡、聚合物)被加热挥发,产生成分复杂、易冷凝的烃类蒸汽。传统油封式真空泵极易被这些蒸汽污染,导致真空油乳化、性能骤降、维护频繁,更严重的是,油蒸汽反扩散会污染炉膛和产品,造成产品含碳量超标、表面起泡或强度不足。马德宝专为此工况推出的干式螺杆真空泵,凭借其全无油的设计理念,彻底根除了油污染源。泵腔内部螺杆之间、螺杆与壳体间均保持精密非接触运行,确保挥发性气体直接排出。同时,可配备集成式冷凝器与智能氮气吹扫功能,在气体进入泵腔前冷凝捕集大部分可凝蒸汽,并用微量氮气对泵腔进行持续净化,防止粘结物残留。这套方案不仅保障了脱脂工艺所需的稳定中低真空环境,更将设备维护周期延长数倍,直接提升生产线的连续运营能力与产品洁净度。
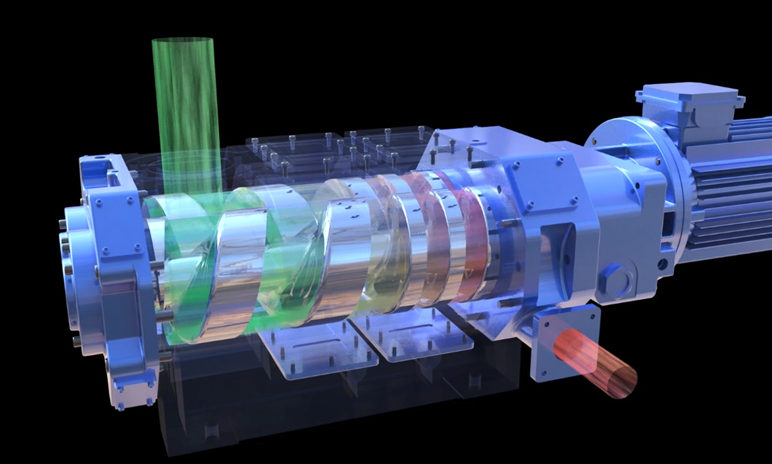
螺杆真空泵的性能在很大程度上取决于泄漏的控制。由于转子间、转子与泵壳间存在微小间隙,气体在压缩过程中会通过泄漏通道从高压侧返流至低压侧,导致抽气效率下降。主要的泄漏通道包括:转子啮合间隙、齿顶间隙、端面间隙等。泄漏间隙的大小直接影响泵的极限真空度和抽速:间隙越大,泄漏量越大,极限真空度越低。西安交通大学的数值模拟研究表明,通过建立泄漏通道模型和求解能量守恒、质量守恒方程,可以准确预测泄漏对泵性能的影响。现代螺杆泵的转子间隙通常控制在0.1-0.3毫米范围内,既保证无接触运转,又比较大限度减少泄漏。对于含粉尘的工况,适当放大间隙可防止颗粒卡滞,此时可通过增加转速或优化型线来补偿泄漏损失。可与罗茨泵组合形成高真空系统。

螺杆真空泵的抽气性能受进气压力影响***。在粗真空阶段(10⁵-10³Pa),抽速随压力降低快速上升,压力降至 10³Pa 时达到额定抽速;在低真空阶段(10³-10⁻¹Pa),抽速保持稳定(波动≤3%);在高真空阶段(10⁻¹-10⁻³Pa),因泄漏量占比增大,抽速逐渐下降(压力 10⁻³Pa 时抽速约为额定值的 80%)。基于此,在实际应用中,若需达到以下的高真空,需将干式螺杆真空泵与高真空泵(如分子泵)串联,形成机组:干式螺杆泵作为前级泵,将压力降至 10⁻¹Pa,再由分子泵抽至目标真空度。这种机组组合可兼顾大抽速(干式螺杆泵)和高真空(分子泵),适配半导体芯片制造、真空镀膜等高精度工艺。干式螺杆真空泵属干式容积真空泵,抽气流道无油,工作压力覆盖大气压至。河南LG等螺距螺杆真空泵
适用于半导体行业晶圆制造工艺环节。山东滑阀螺杆真空泵
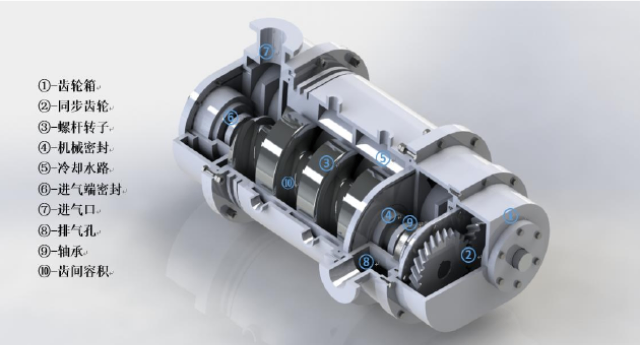
螺杆真空泵的密封吹扫(或称气障)是指在驱动端(前端盖)和非驱动端(后端盖)的密封区域,持续通入氮气等惰性气体,形成微正压屏障。其主要目的是防止工艺气体渗入齿轮箱污染润滑油和润滑脂,同时也能阻止润滑油向泵腔扩散,保持泵腔清洁。吹扫压力通常为 0.5-1.5 bar,流量根据型号而定。工艺吹扫(开机/停机吹扫)则是在泵启动前或停机后,关闭入口主阀,向泵腔内通入氮气或干燥空气并运行20-40分钟。其目的是在开机前预热泵腔防止冷凝,或在停机后***腔内残留的工艺气体、蒸汽或可凝物,特别是处理腐蚀性、有毒或易聚合介质时,此步骤至关重要,能有效防止泵内腐蚀、结垢或下次启动过载。山东滑阀螺杆真空泵
马德宝真空设备集团有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同马德宝真空设备集团供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

1)开机前准备:检查油位(油镜中线)。确认冷却水阀门已打开,水流畅通。确认氮气吹扫/密封气阀门已打开,压力设定正确(如密封气3bar,吹扫气0.5bar)。检查管路连接,确保工艺入口阀和出口阀均全开,严禁关闭出口阀启动。2)启动步骤:启动电机,空载运行。检查并调节氮封气流量(如2.5-3L/min)。打开吹扫阀,对泵进行5-10分钟预吹扫(可选),然后关闭。缓慢打开工艺入口阀,切入系统。监控机体温度,通过调节冷却水流量将温度控制在比较好范围(如50-75℃),确保轴承温度不超过80℃(或环境温度+35℃)。3)停机步骤:关闭工艺入口阀,将泵切出系统。打开吹扫阀,对泵进行20-40分钟的清吹扫,...
- 四川螺杆真空泵价格 2026-03-18
- 山东滑阀螺杆真空泵 2026-03-18
- 浙江罗茨泵螺杆真空泵厂家直销 2026-03-18
- 四川化工用螺杆真空泵维修 2026-03-18
- 河南螺杆真空泵在线选型 2026-03-18
- 云南螺杆真空泵 2026-03-18
- 天津螺杆真空泵头部企业/厂家 2026-03-18
- 浙江马德宝螺杆真空泵卡死怎么办 2026-03-18
- 陕西干螺杆真空泵 2026-03-18
- 四川螺杆真空泵厂 2026-03-18

- 北京干式螺杆真空泵本地厂家 2026-03-18
- 低噪音螺杆真空泵故障排除 2026-03-18
- 辽宁螺杆真空泵家实力对比哪个牌子好 2026-03-18
- 广东螺杆真空泵 2026-03-18
- 永磁变频螺杆真空泵厂家排名 2026-03-18
- 罗茨泵螺杆真空泵本地厂家 2026-03-18


- 真空脱气真空系统配件 03-18
- 真空干燥真空系统原理 03-18
- 四川化工用螺杆真空泵维修 03-18
- 河南螺杆真空泵在线选型 03-18
- 云南螺杆真空泵 03-18
- 天津螺杆真空泵头部企业/厂家 03-18
- 浙江马德宝螺杆真空泵卡死怎么办 03-18
- 科研真空系统控制 03-18
- 陕西干螺杆真空泵 03-18
- 四川螺杆真空泵厂 03-18