- 品牌
- 亚普
- 型号
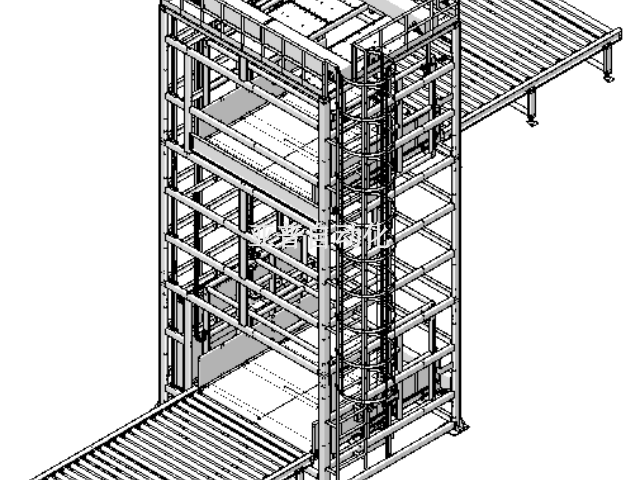
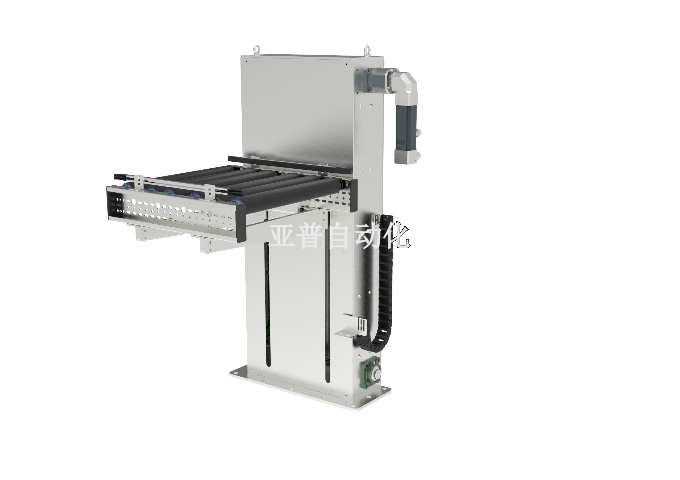
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
跑步机滚筒装配需将滚筒(重量15kg)从加工区输送至装配机,传统采用手推车搬运,手推车需人工推动且定位不准(误差±3mm),单次搬运耗时12秒,日装配量300台。AGV提升机与滚筒装配机配合后,通过激光导航自动识别滚筒位置,升降平台升起(升程200mm)抓取滚筒,再按装配机轴孔位置精细停靠,定位误差±0.5mm,确保滚筒与轴孔快速对接。单次搬运耗时3秒,日装配量提升至600台,减少2名搬运工人,且滚筒装配不良率从2.1%降至0.2%,提升跑步机运行稳定性。紧凑型连续提升机小体积大运力,楼层间垂直输送,节省厂房占地面积。陕西th斗式提升机

模具抛光需将模具(重量500kg)从加工区输送至抛光机,传统行车吊装模具(定位误差±5mm),单次吊装耗时30秒,日抛光量20套,且模具易因吊装晃动碰撞(碰撞率1.2%)。AGV提升机与抛光机配合后,采用多点支撑平台(6个支撑点均匀受力),通过激光导航精细定位抛光机工作台,升降平台缓慢升起(升速0.2m/s),将模具平稳放置(定位误差±0.5mm)。单次输送耗时8秒,碰撞率降至0.1%,日抛光量提升至45套,减少1名行车操作员,且模具抛光后可直接由AGV输送至存储区,实现“加工-抛光-存储”全流程自动化。新疆物料提升机连续提升机柔性对接前后设备,打造无缝自动化产线,减少人工搬运。
五金螺母攻丝需将螺母(M8-M12型号)从冲压区输送至攻丝机,传统人工分拣螺母后倒入攻丝机料斗(分拣耗时8秒/批次),错投率3%,日攻丝量1.5万个。AGV提升机与攻丝机配合后,通过RFID识别螺母型号,自动行驶至对应冲压区,升降平台升起(升程150mm)承接螺母,再按攻丝机料斗高度(600mm)精细卸料,实现“型号-攻丝机”一一对应。单次分拣卸料耗时2秒,错投率降至0.2%,日攻丝量提升至3.5万个,减少2名分拣工人,且攻丝机料斗可实时补料(缺料预警响应时间<10秒),避免设备空转。
电子元件贴片生产中,需将电路板从原料区输送至贴片机,传统流程依赖滚筒输送机固定输送,若贴片机工位调整(如换产不同型号电路板),需人工拆卸输送机重新布局,单次换产耗时2小时,日贴片量6000块。AGV提升机与贴片生产线配合后,可根据贴片机工位变化灵活调整路径,升降平台通过真空吸盘抓取电路板(适配不同尺寸,**小100×100mm),按贴片机进料高度(300-600mm)自动调节升降,实现“随叫随到”式输送。换产时无需调整硬件,*需修改导航路径,换产耗时缩短至15分钟,日贴片量提升至12000块,且电路板输送过程中静电损坏率从2%降至0.1%(配备静电消除装置),满足电子元件高精度生产需求。电子元件分拣车间:料箱提升机 + AGV + 智能分拣机。
纸张裁切需将纸卷(直径0.8m,重量200kg)从存储区输送至裁切机,传统人工推动纸卷至裁切机(需2人协作),单次推动耗时20秒,日裁切量300卷,纸卷易因推动偏移导致裁切尺寸误差(误差±2mm)。AGV提升机与裁切机配合后,采用电动夹臂(可自动调节夹持力度),通过激光导航精细定位裁切机纸轴,升降平台将纸卷平稳套入纸轴(定位误差±0.5mm)。单次输送耗时6秒,日裁切量提升至700卷,减少2名工人,裁切尺寸误差降至±0.5mm,且纸卷输送过程中可自动计数(计数误差<0.1%),避免裁切过量。电子芯片车间:料箱提升机 + 晶圆切割台 + 封装机。青海提升机生产厂家
玩具车间:料箱提升机 + 注塑机 + 彩绘线。陕西th斗式提升机
智能手表屏贴合需将屏幕(尺寸1.3英寸,厚度0.5mm)从切割区输送至贴合机,传统人工用镊子夹取屏幕(易导致屏幕碎裂,碎裂率2.5%),单次输送耗时8秒,日贴合量1000块。AGV提升机与贴合机配合后,采用柔性真空吸盘(吸力可调至5N),通过视觉导航识别屏幕位置,升降平台轻柔抓取屏幕(升降精度±0.05mm),按贴合机工作台高度(300mm)平稳放置,避免屏幕受力。单次输送耗时2秒,碎裂率降至0.1%,日贴合量提升至2500块,且屏幕输送过程中静电消除率达99.9%,满足智能穿戴设备高精度生产需求。陕西th斗式提升机

