油气加工与储运:原油蒸馏、加氢裂化的钛合金换热器耐硫化氢、氯离子腐蚀;天然气脱硫脱碳的钛吸收塔、再生塔适配胺液腐蚀;深海油气开采的钛采油树、水下阀门、管线,在H₂S/CO₂/海水复合腐蚀环境中,寿命是传统材料的4倍。海洋工程与海水淡化:海洋金属的***落地钛耐海水腐蚀、抗海洋生物附着、深海高压适配性比较好,是海洋装备的优先材料:海水淡化工程:全球90%以上大型海水淡化装置采用钛设备。多效蒸发(MED)、低温多效(LT-MED)、反渗透(RO)系统的钛蒸发器、冷凝器、海水泵、管路,耐海水氯离子腐蚀,换热效率高,寿命20年以上,运维成本降低50%;中东、北非、中国沿海大型淡化厂均以钛设备为**换热组件。以钛御腐,生产无忧。。有实力的钛设备源头厂家

医疗健康行业:生命科学的**材料钛生物相容性全球比较好,是医疗植入与器械的不可替代选择:骨科植入物:TC4钛合金人工髋关节、膝关节、脊柱融合器、骨折接骨板、螺钉,强度高、骨结合率高、无排异,是临床主流植入材料。口腔种植:纯钛种植牙根、牙冠支架,耐口腔唾液腐蚀,骨结合稳定,成功率超95%。手术器械:钛制手术剪、钳、刀柄、内窥镜部件,轻量化、无磁、耐高温高压消毒,适配手术室长期使用。医疗设备:核磁共振(MRI)无磁钛腔体、无菌手术台、血液透析器钛组件、制药无菌设备,满足医疗安全与电磁兼容要求。耐用的钛设备联系方式钛造不凡 钛守防线,工业无险 硬核装备。
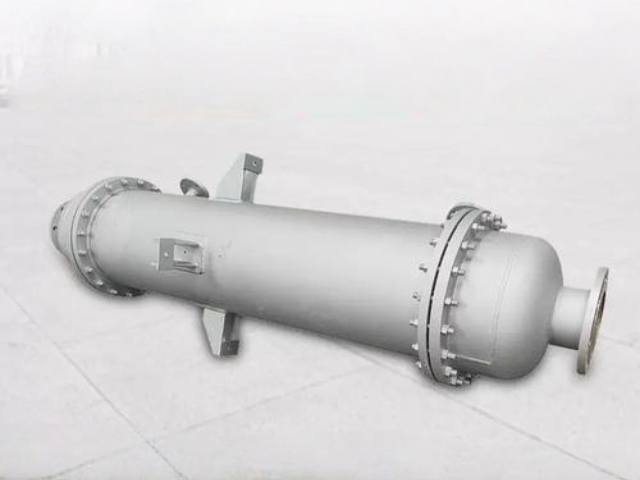
钛设备在各行业的具体用途与应用场景,石油化工行业:钛设备的**应用阵地(占总用量40%以上)石油化工是钛设备比较大消费领域,**需求为强腐蚀、高温高压、易燃易爆、连续化生产,钛设备彻底解决传统材料腐蚀泄漏、寿命短、检修频繁的痛点:氯碱工业:全球90%以上离子膜法氯碱装置采用钛设备。钛制钌铱金属阳极替代石墨阳极,电流效率提升至97%,寿命延长10倍以上;钛换热器用于盐水预热、烧碱冷却,无堵塞、无腐蚀;钛反应釜、钛管道、钛阀门、钛过滤器贯穿电解、蒸发、氯处理全流程,在32%烧碱、湿氯气、饱和盐水介质中实现15年免维护。
新能源产业爆发式增长拉动“双碳”目标下,氢能、光伏、锂电、海上风电、储能等新能源产业成为钛设备需求**增长极:氢能产业:碱性电解水制氢钛电极、电解槽,高压储氢钛合金储罐、加氢站钛阀件,耐氢脆、高压、腐蚀,2024年相关订单同比增长60%,预计2030年氢能领域钛设备需求占比达8%;光伏产业:硅片清洗钛槽、制绒设备钛构件、光伏废水处理设备,耐氢氟酸、硝酸腐蚀,2030年光伏领域钛设备市场规模将突破120亿元;海上风电:塔筒钛合金紧固件、海水冷却系统、防腐构件,耐盐雾腐蚀,寿命较不锈钢延长8-10年,全球海上风电装机年均增速20%,带动钛设备需求年均增长15%;光热储能:熔盐储热钛盘管换热器,耐高温、耐腐蚀,提升能源利用率12%,市场空间快速打开。科技钛范,装备之巅 钛启新境。

电镀与酸洗行业:强腐蚀工况的**装备电镀、酸洗涉及盐酸、硫酸、硝酸、氢氟酸等强腐蚀介质,传统金属数月即失效:酸洗设备:TA2钛酸洗槽、加热管、挂具,耐强酸碱腐蚀,寿命是不锈钢的50倍以上,降低更换成本。电镀设备:钛阳极篮、电镀槽、导电杆、挂具,导电性能优异、耐镀液腐蚀,提升镀层均匀性与质量。科研与**制造:精密装备的基础支撑科研与**制造要求高精度、耐极端条件、无磁、稳定,钛设备是**基础件:实验室设备:高压反应釜、真空腔体、**温设备、光谱仪钛部件,适配高压、低温、腐蚀、真空工况。半导体与精密制造:半导体晶圆加工设备、光刻机钛支架、真空镀膜腔体,低热膨胀、无磁、高稳定,保障加工精度。超导与核聚变:ITER核聚变堆钛基复合材料***壁、真空室,耐中子辐照、等离子体轰击与-196℃低温,支撑前沿科研。钛造经典 以钛御蚀,稳创价值 钛备匠心,恒久耐用。广东正规的钛设备直销厂家
稳固安心 钛备精工,基业长青 钛质。有实力的钛设备源头厂家
钛设备的经济价值作用钛设备的经济价值作用贯穿生产、运维、产能、资源、出口全链条,为企业与国家创造直接与间接经济收益。(一)降本增效:降低运维成本,提升生产效率钛设备减少90%以上的检修频率,降低人工、材料、停机损失;高效换热、导电作用提升生产效率,增加产能输出。据测算,化工企业使用钛设备,每年可节约运维成本30%-50%,产能提升5%-10%。(二)延长设备寿命:提升资产利用率传统化工设备寿命3-5年,钛设备寿命20年以上,提升固定资产利用率,减少设备更新投入,为企业节约大量资本开支。有实力的钛设备源头厂家


