送锡系统的参数精确管理焊料的供给。重要参数包括送锡速度可调范围,常用范围约为每秒数毫米至数十毫米。送锡精度,指单次驱动送出锡丝长度的误差控制,通常要求在±0.1mm至±0.5mm以内。适配锡丝直径范围,常见为0.3mm至1.2mm,需与送锡轮的轮槽规格匹配。部分系统具备的预热功能也有其参数,如预热温度范围。送锡机构与烙铁头运动的启停同步时序,虽常由软件控制,但也是影响焊点成型质量的关键软性参数。这些参数的稳定性直接决定了每个焊点锡量的一致性。购买全自动焊锡机请找常州三匠智能科技有限公司,欢迎来电详询。常州双Y轴焊锡机供应商
送锡机构故障常表现为送锡不畅、出锡长度不准或完全停止送锡。解决此类问题需进行分段排查。首先检查锡丝本身,确认其直径是否符合设备规格、有无严重氧化或变形。随后检查送锡通道:从送锡轮开始,清理轮槽内可能堆积的锡屑,调整压轮的压力弹簧至适中状态;检查导锡管是否畅通、有无弯折或堵塞。若机械部分正常,则需排查电气部分:测试送锡电机在手动模式下能否正常正反转,使用示波器或万用表检查电机驱动器的控制信号是否正常。对于具备送锡长度闭环反馈的系统,还需检查其反馈传感器(如编码器)是否工作正常。系统性地检查供料、传动、驱动各环节,能有效隔离故障点。常州双Y轴焊锡机供应商购买在线式焊锡机请找常州三匠智能科技有限公司,欢迎来电详谈。

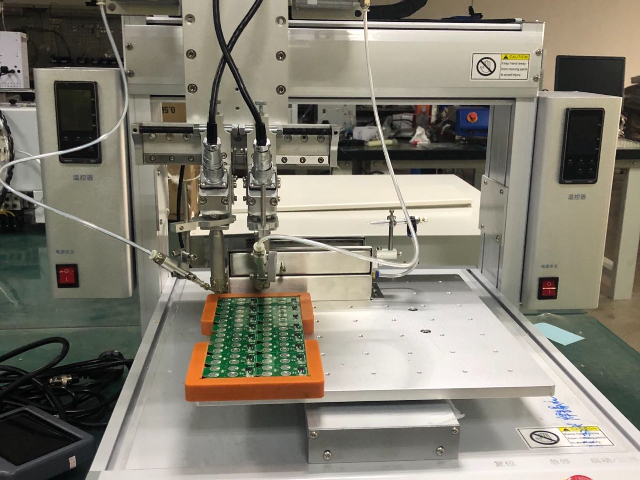
生产前的程序加载与首件验证是保证焊接质量的关键环节。操作者应根据当日生产计划,从存储设备中调用对应的产品焊接程序,并仔细核对程序名称与版本号。将待焊接的PCB板正确安装于已校准的工作夹具上,确保其位置稳固、基准点清晰可辨。启动自动运行模式前,应先将焊抢移动至安全位置,执行一次慢速的模拟运行,观察焊点轨迹与定位是否与电路板完全吻合,防止因坐标偏差导致的碰撞。模拟无误后,使用一片试产板进行正式的首件焊接。焊接完成后,必须使用放大镜或显微镜对首件产品的所有焊点进行全数外观检查,并可能进行必要的电气连通性测试。只有首件检验完全合格,经确认后,才能批准设备进入批量生产模式。
当设备运动轴出现定位不准、异响或卡顿现象时,故障排查重点应放在机械传动与伺服系统上。首先进行机械检查:手动推动各运动轴,感受是否存在阻力突变点,检查直线导轨、滚珠丝杠是否清洁并润滑良好,有无可见的物理损伤或异物。使用百分表等工具检测轴的重复定位精度与反向间隙是否超出允许范围。其次进行电气检查:听到伺服电机运行时是否有异常声音,检查伺服驱动器是否有报警代码,并通过软件监测电机运行时的扭矩与跟随误差曲线是否异常。机械部件的磨损、松动或伺服驱动参数(如刚性、增益)不当,都可能导致此类问题,需结合机械与电气两方面的检测结果进行综合判断。购买全自动焊锡机请找常州三匠智能科技有限公司,欢迎来电询价。

自动焊锡机的重要热原理基于焦耳效应与精确的温度闭环控制。电流通过高电阻的烙铁头或陶瓷加热体时,电能直接转化为热能,使焊嘴迅速升温。其关键在于内置的高灵敏度热电偶或热电阻传感器,它们持续监测焊嘴尖部温度,并将数据实时反馈至主控制器。控制器通过PID等算法将实测温度与预设值进行比对,动态调整加热元件的电流通断或功率大小,从而实现温度的快速响应与稳定维持。这种精密控制确保了焊锡材料能在较适宜的熔融温度下工作,既保证焊料的良好流动性以形成质优焊点,又防止过热对电子元件或PCB板材造成热损伤。购买焊锡机请找常州三匠智能科技有限公司,欢迎来电。镇江全自动焊锡机工作原理
购买桌面型焊锡机请找常州三匠智能科技有限公司,欢迎来电详询。常州双Y轴焊锡机供应商
送锡机构的相关配件是确保焊料精确输送的关键。这套系统通常包含送锡电机、一对送锡轮(主动轮与从动轮)、导锡管以及压紧调节装置。送锡轮多采用耐磨合金或特殊橡胶材质,其轮缘开有与锡丝直径匹配的V型或U型凹槽,以提供足够的摩擦力并防止打滑。压紧弹簧的弹性系数需适中,既保证锡丝被稳定驱动,又避免压痕过深导致送锡不畅。导锡管通常为特氟龙等低摩擦系数材质的柔性管,引导锡丝准确抵达烙铁头尖部。这些配件的尺寸必须与所用锡丝的直径严格匹配,任何磨损、变形或堵塞都会直接影响送锡长度的精度,进而导致焊点锡量过多或过少。常州双Y轴焊锡机供应商