模具是弯管机实现多样化加工的关键载体。弯曲模的设计需综合考虑管材材质、壁厚及弯曲半径,其工作面轮廓通常采用阿基米德螺旋线或对数螺旋线,以分散弯曲应力并控制回弹量。夹紧模的齿形设计需与管材表面粗糙度匹配,过深的齿纹可能导致管材压痕,过浅则易引发打滑。导向模作为管材弯曲的轨迹引导件,其安装位置需精确到毫...
弯管机基本参数
- 品牌
- 张家港德宇机械有限公司
- 型号
- 齐全
弯管机企业商机
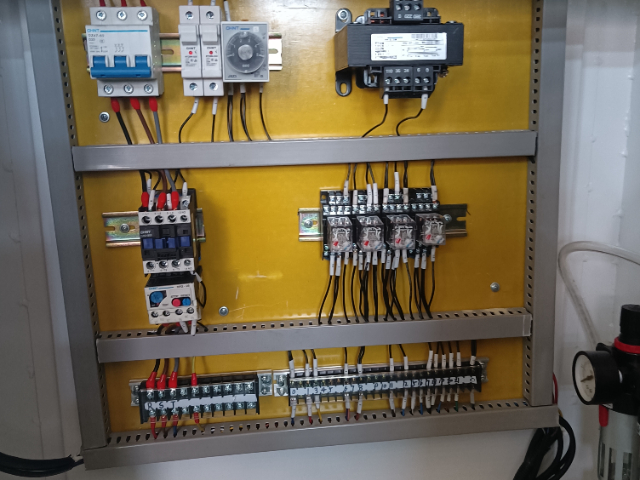
弯管机的电气控制系统是其实现自动化加工的“大脑”。PLC(可编程逻辑控制器)作为关键控制单元,负责接收操作指令、处理传感器信号并输出控制信号。其编程逻辑需充分考虑加工过程中的各种工况,例如在弯曲角度接近设定值时,需降低弯曲速度以防止过冲。传感器网络则实时监测设备的各项参数,角度编码器可精确测量弯曲角度,压力传感器可监测液压系统的压力变化,位移传感器则可跟踪管材的送进位置。这些传感器的数据通过总线传输至PLC,形成闭环控制系统,确保加工参数的实时调整。人机界面(HMI)作为操作人员与设备交互的窗口,其设计需兼顾功能性与易用性,现代HMI多采用彩色触摸屏,支持多语言显示,并具备数据记录与导出功能,便于生产管理与质量追溯。弯管机在特种车辆管路系统制造中要求高耐久性。浙江双头弯管机厂家电话

弯管机的加工精度是其关键竞争力的体现。影响加工精度的因素众多,包括模具的制造精度、设备的刚性、液压系统的稳定性以及电气控制的响应速度等。模具的制造精度需通过高精度加工设备与严格的检测流程来保障,例如轮模的曲面需采用数控磨床加工,并使用三坐标测量仪进行检测。设备的刚性则需通过优化结构设计来提升,例如采用整体铸造床身、加厚导轨等措施。液压系统的稳定性需通过选用优良品质的液压元件与精确的参数调节来实现,例如采用伺服阀控制压力与流量,减少波动。电气控制的响应速度则需通过选用高性能的PLC与高速传感器来提升,确保控制信号的实时传输与处理。此外,加工过程中的环境因素,如温度、湿度等,也可能对精度产生影响,需通过恒温车间等措施进行控制。杭州弯管机持久耐用弯管机配备不同规格模具,适应多种管径与弯曲半径需求。

电气控制系统是弯管机的“大脑”,其性能直接决定了设备的自动化程度与加工精度。传统弯管机采用继电器逻辑控制,通过预设的电气回路实现基本动作顺序;现代机型则普遍搭载可编程逻辑控制器(PLC)或工业计算机(IPC),结合触摸屏人机界面,支持加工参数的数字化输入、存储与调用。操作人员只需在控制面板上输入管径、弯曲角度、弯曲半径等参数,系统即可自动计算模具行程、液压压力与运动时序,并通过传感器实时反馈设备状态,确保每一道工序的准确执行。部分数控弯管机还支持三维建模软件导入,可直接将设计图纸转换为加工代码,实现复杂管路系统的快速编程与批量生产。
弯管机的加工稳定性是其长期运行的重要保障,需从设备设计、制造、安装、使用等多个环节进行控制。设备设计阶段需充分考虑振动与变形的影响,例如采用加厚床身、优化导轨布局、增加支撑结构等措施减少振动;通过有限元分析优化结构,提升刚性。制造阶段需严格控制零部件的加工精度与装配质量,确保各部件之间的配合间隙符合设计要求,避免因装配不当导致运行不稳定。安装阶段需选择平整坚实的基础,确保设备水平度与垂直度符合要求,防止因地面不平导致设备运行过程中产生晃动。使用阶段需定期对设备进行维护保养,检查液压系统的密封性、电气系统的绝缘性、机械结构的磨损情况等,及时发现并排除潜在故障,确保设备始终处于较佳运行状态。弯管机支持远程监控与故障诊断功能。

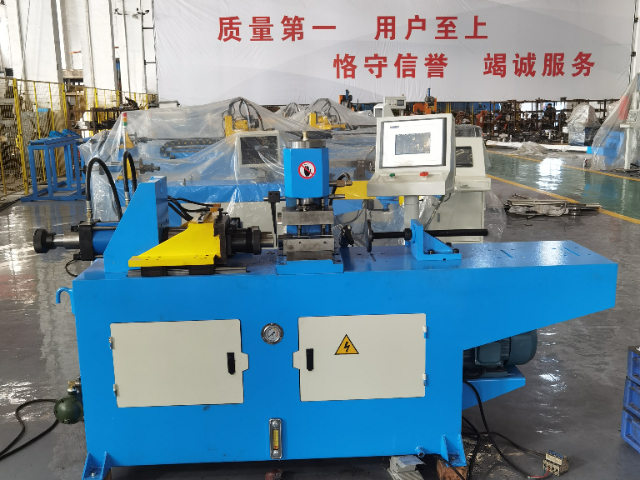
弯管机的机械本体由床身、弯曲模总成、夹紧装置、辅助推力系统及液压/电动驱动单元构成。床身作为基础框架,需具备足够的刚性与抗振性,通常采用铸铁或焊接钢结构,内部布置加强筋以分散加工载荷。弯曲模总成包含旋转主轴、弯曲模与导向模,其中弯曲模的轮廓曲线直接决定管材弯曲半径,其表面需经高频淬火处理以提升耐磨性。夹紧装置通过液压缸驱动,实现管材的轴向定位与径向夹紧,其夹紧力需精确匹配管材屈服强度,防止加工过程中出现滑移。辅助推力系统通过同步跟随弯曲动作的推杆,在管材内侧施加反向压力,有效抑制弯曲段减薄现象。弯管机可实现较小弯曲半径的极限成型加工。广东cnc弯管机排行榜
弯管机在医疗器械支架加工中要求极高精度。浙江双头弯管机厂家电话
弯管机的操作流程需严格遵循标准化步骤,以确保安全与加工效率。操作前需检查设备接地、油位及电气元件状态,避免因漏电或液压不足引发故障。管材装夹时,需根据管径选择对应模具,并调整夹模与轮模的间隙,确保管材轴线与模具中心对齐,防止弯曲过程中偏移。参数设置包括弯曲角度、速度及压力,需结合材料特性与模具规格进行预调,并通过空载试运行验证动作逻辑。弯曲过程中,操作人员需持续观察管材变形情况,及时调整芯棒位置或润滑状态,避免因局部过热导致材料性能下降。完成后需依次执行退夹、退模及取件动作,防止管材因残余应力回弹损伤模具。浙江双头弯管机厂家电话
与弯管机相关的文章

河北液压弯管机厂家排名
- 四川三维液压弯管机在线询价 2026-03-28
- 杭州三维液压弯管机价格 2026-03-28
- 辽宁单头液压弯管机哪家靠谱 2026-03-27
- 浙江双头弯管机厂家电话 2026-03-27
- 安徽弯管机供货商 2026-03-26
- 安徽弯管机厂家 2026-03-26
- 青岛液压弯管机方案报价 2026-03-26
- 广州半自动弯管机供货商 2026-03-25
- 张家港自动弯管机价钱 2026-03-25
- 青岛液压弯管机价格 2026-03-25
- 自动上下料弯管机厂家电话 2026-03-24
- 深圳3轴弯管机供货商 2026-03-23
与弯管机相关的产品


与弯管机相关的新闻
-
北京cnc弯管机方案报价 2026-03-21 02:08:24弯管机的加工精度是其关键竞争力的体现,受模具精度、设备刚性、控制精度、环境因素等多方面影响。模具的制造精度需通过高精度加工设备与严格的检测流程来保障,例如轮模的曲面需采用数控磨床加工,并使用三坐标测量仪进行检测,确保曲面半径与圆度符合设计要求。设备的刚性则需通过优化结构设计来提升,例如采用整体铸造床...
-
青岛电动弯管机生产商 2026-03-21 21:08:58弯管机作为金属管材成型的关键设备,其关键价值在于将直线管材转化为符合工程需求的弯曲形态。这一转化过程并非简单的物理变形,而是涉及材料力学、机械设计、液压控制等多学科知识的综合应用。当管材被固定在弯管机的夹模与轮模之间时,液压系统或电动驱动装置开始施加作用力,推动管材沿着轮模的曲面逐渐弯曲。在此过程中...
-
河北数控弯管机厂家 2026-03-20 02:08:02弯管机的模具系统是其实现高精度加工的关键组件。轮模、夹模、导模与芯棒的协同工作决定了管材的弯曲质量。轮模的曲面半径直接决定弯曲半径,其制造精度需控制在±0.05mm以内,表面粗糙度需达到Ra0.8μm以下,以避免加工过程中对管材表面造成划伤。夹模的设计需兼顾夹紧力与管材变形控制,过大的夹紧力会导致管...
-
重庆三维液压弯管机多少钱一台 2026-03-19 23:11:32定期维护是延长弯管机使用寿命的关键。日保养需清洁设备表面油污与金属屑,检查液压油位与冷却液液位,润滑各运动副导轨;周保养需拆卸防护罩清理内部积尘,检查电气元件接线是否松动,测试安全装置有效性;月保养需更换液压油滤芯,检测主轴轴承游隙,对关键部位进行探伤检测。长期停用时,需将管材从夹紧装置中取出,防止...
与弯管机相关的问题
新闻资讯
产品推荐
-

四川无尾料切铝机厂家
2026-03-28 -

张家港高精度切铝机选择
2026-03-28 -

辽宁单头液压弯管机哪家靠谱
2026-03-27 -
四川单工位缩管机订购
2026-03-27 -
浙江双头弯管机厂家电话
2026-03-27 -

四川自动缩管机哪里能买
2026-03-27 -

上海分离式切铝机哪里能买
2026-03-27 -
切铝机批发价格
2026-03-27 -
深圳PVC切铝机哪里能买
2026-03-27