- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
玻璃纤维瓦楞机的工作流程可分为原材料准备、基材输送与浸胶、瓦楞成型、固化定型、精细切割、成品收集六个重心环节,各环节紧密衔接,实现连续化生产:1. 原材料准备:根据产品性能要求,选择合适规格的玻璃纤维基材(如玻璃纤维布、玻璃纤维纸)和粘结材料(树脂胶料),并对基材进行预处理(如切割、干燥),确保基材质量符合生产要求。2. 基材输送与浸胶:放卷机构将玻璃纤维基材匀速输送至浸胶系统,基材经过胶槽充分浸润树脂胶料后,通过涂胶辊和刮胶装置调节胶层厚度,确保胶料均匀覆盖基材表面。动态张力控制系统在此环节持续工作,保证基材输送过程中的张力稳定,避免出现拉伸或起皱现象。3. 瓦楞成型:浸胶后的基材进入成型装置,通过辊压、缠绕或模压等方式加工成预设的瓦楞波形。以辊压成型为例,基材在一对带有互补波形的辊筒之间通过,在压力作用下形成瓦楞结构;缠绕成型则通过中心轴旋转带动模具运动,配合扇形板的伸缩动作,实现双曲面瓦楞结构的连续缠绕。快速干燥通道使胶水固化时间缩短至3秒,大幅提升流水线速度。催化燃烧玻璃纤维瓦楞机供应商
玻璃纤维瓦楞机
在双碳目标的推动下,绿色制造成为产业发展的重心准则,玻璃纤维瓦楞机的节能降耗与环保性能将不断提升。未来,设备将采用更加高效的节能加热技术,如电磁感应加热、远红外加热等,提升能源转化效率,减少能源浪费;优化设备的保温设计,降低热量散失;引入能量回收系统,将生产过程中产生的余热、余压回收利用,实现能源的循环利用。同时,在设备的制造与运行过程中,将更加注重环保材料的应用,减少有害物质的排放,降低设备运行过程中的噪音污染,实现设备的绿色制造与绿色运行,契合可持续发展的产业理念。定制化与柔性化将成为设备适应市场需求的重要特征。江阴贵金属催化玻璃纤维瓦楞机生产厂家玻璃纤维瓦楞机的传动部件设计精巧,保证了物料输送的平稳性和连续性。

在装备制造领域,玻璃纤维瓦楞制品主要用于精密仪器、电子产品的包装材料,以及**装备的结构增强部件。增强型瓦楞纸箱通过将玻璃纤维带与瓦楞芯纸层交错编制,可制成低克重、强高度的包装材料,适用于精密仪器、电子产品等高价值产品的包装,既减轻了纸箱重量,又提高了整体强度和抗拉性,有效保护内部物品。在核电领域,玻璃纤维瓦楞板用于屏蔽容器制造,要求设备能精确控制材料密度和树脂含量,确保辐射屏蔽效果。针对装备制造领域的精密需求,玻璃纤维瓦楞机需具备更高的成型精度和质量稳定性,部分机型还需采用激光切割等高精度切割技术,确保产品尺寸的准确性。
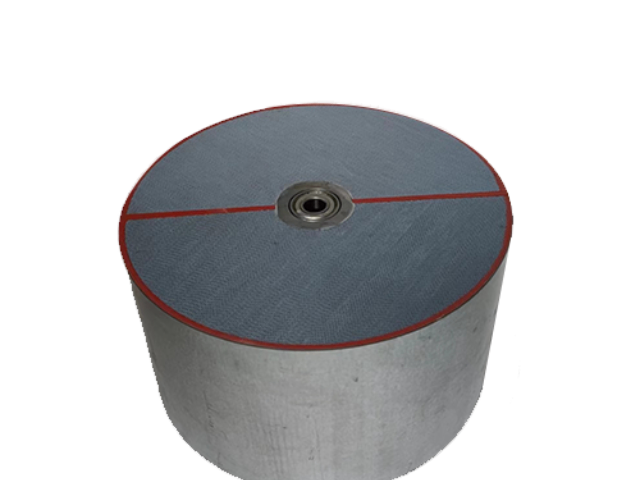
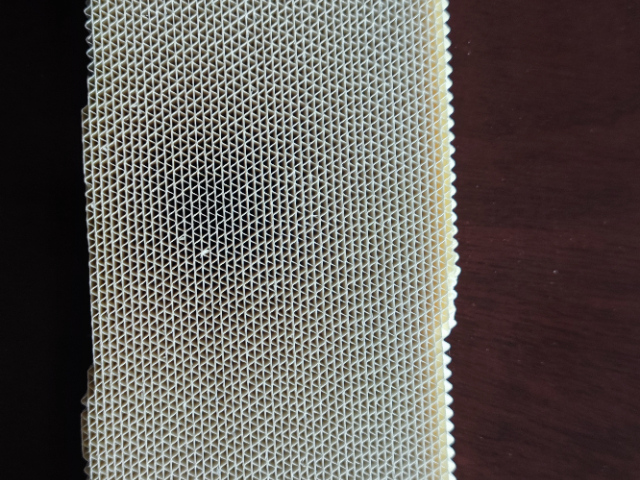
高效的除湿转轮需要在吸附容量、再生效率和使用寿命之间取得比较好平衡。与传统冷凝除湿相比,转轮除湿技术特别适用于低温环境、低**要求及无法排出冷凝水的场合,具有运行稳定、能耗较低且适应范围广等优势。除湿转轮对载体材料有严格的技术要求,主要包括以下几个方面:结构稳定性:载体必须能够在长期运行和高温脱附条件下保持蜂窝状结构的完整性。转轮持续旋转产生的离心力和气流冲击要求材料具有足够的机械强度,避免变形或损坏。玻璃纤维的轻量化特性使成品重量减轻25%,降低物流运输成本。
玻璃纤维瓦楞机的重心功能是将玻璃纤维基材与树脂等粘结材料复合,通过特定的成型工艺加工成具有预设波形的瓦楞制品。其结构设计需实现原材料输送、浸胶复合、瓦楞成型、固化定型、精细切割等一系列连续工序,确保产品质量的稳定性和一致性。现代玻璃纤维瓦楞机的基本结构可分为六大重心系统,各系统协同工作,构成完整的生产流程。切割系统:切割系统的作用是将连续成型的瓦楞制品按照预设尺寸进行精细切割,确保产品尺寸公差符合要求。切割方式主要包括机械切割和激光切割,机械切割适用于普通精度要求的产品,激光切割则可实现更高精度的切割,确保切割边缘平整、无毛刺。机型配备高精度伺服控制系统,可根据生产需求灵活调整切割长度,切割精度误差控制在±0.5mm以内,满足精密制品的生产要求。同时,切割系统还集成了废料回收装置,减少材料浪费。高效玻璃纤维瓦楞机的成型周期短,大幅缩短单张板材的生产时间。无锡除湿转轮玻璃纤维瓦楞机操作流程
数字化生产管理系统记录全流程工艺参数,实现产品质量可追溯至具体生产批次。催化燃烧玻璃纤维瓦楞机供应商
固化单元:固化是确保瓦楞制品成型后性能稳定的关键工序,其重心任务是通过加热等方式使树脂胶料充分固化,形成牢固的复合结构。固化单元的加热方式主要包括蒸汽加热、电加热等,设备采用分区温度控制技术,可根据不同区域的工艺需求精细调节温度,确保固化温度稳定在设定值±3℃范围内。对于快速固化树脂体系,设备还可配备快速干燥通道,使胶水固化时间缩短至3秒,大幅提升生产效率。此外,固化单元的设计需充分考虑能耗优化,部分节能型设备通过余热回收技术,可降低能耗20-30%。催化燃烧玻璃纤维瓦楞机供应商
- 江阴陶瓷纤维玻璃纤维瓦楞机生产工艺 2026-04-01
- 江苏催化燃烧玻璃纤维瓦楞机工艺 2026-04-01
- 脱硝催化玻璃纤维瓦楞机操作流程 2026-04-01
- 无锡全自动玻璃纤维瓦楞机厂家 2026-04-01
- 贵金属催化玻璃纤维瓦楞机厂家 2026-04-01
- 全自动玻璃纤维瓦楞机价格 2026-04-01
- 无锡催化剂载体玻璃纤维瓦楞机生产工艺 2026-04-01
- 江苏分子筛玻璃纤维瓦楞机图片 2026-04-01
- 分子筛玻璃纤维瓦楞机操作流程 2026-04-01
- 江苏除湿转轮玻璃纤维瓦楞机多少钱 2026-04-01
- 江苏陶瓷纤维蜂窝模块玻璃纤维瓦楞机厂家 2026-04-01
- 无锡贵金属催化玻璃纤维瓦楞机生产工艺 2026-04-01