- 品牌
- JWIM
- 型号
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
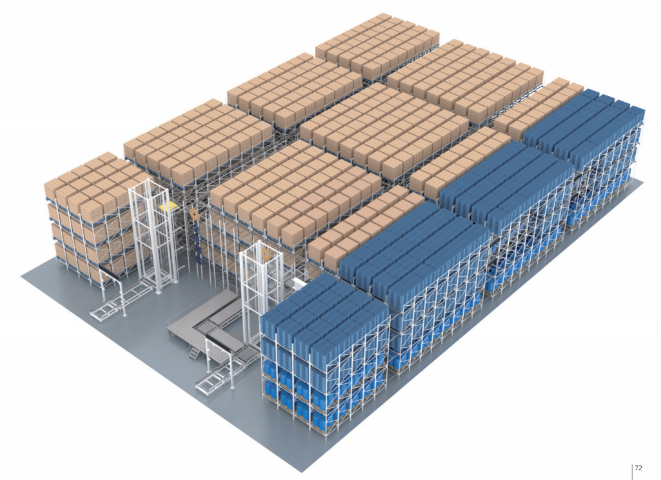
新乡弗思特是一家专注于化工新材料领域的科技型企业,集研发、生产、销售于一体。金旺智能为其量身打造的化工新材料生产线,采用了全密闭反应与纳米级控温技术,反应温度控制精度高达±1℃,确保材料分子结构的稳定性,产品纯度超过99.5%。此外,生产线还配备了智能检测系统,通过光谱分析实时监控产品成分,不合格品自动剔除,使得产品合格率达到了99.8%。依托这条先进的生产线,新乡弗思特的化工新材料年产能达到5000吨,其产品广泛应用于航空航天、电子信息等高级领域,有力推动了企业向科技型高级制造的转型升级。智能仓储模块是运用先进技术实现货物智能存储、管理与调配的高效仓储系统。浙江农药仓储

负压接料斗是一种基于负压原理工作的斗状装置,它在农药粉体生产过程中发挥着至关重要的作用。这种装置的工作原理类似于家用吸尘器,通过风机产生强大的负压,将物料吸入料斗中。这种高效的捕集方式使得粉尘捕集效率高达99%,降低了车间内的粉尘浓度。具体来说,车间内的粉尘浓度可以从传统的50mg/m³降低到2mg/m³以下,这一数值完全符合国家的相关标准。在某生产线的实际应用案例中,负压接料斗展现出了惊人的接料速度,每小时可以达到2吨,这一速度是传统敞口接料方式的两倍。此外,整个接料过程是全密闭的,有效避免了物料受潮和污染的可能性。物料损耗率也从原来的3%降低到了0.5%,提高了物料的利用率。同时,这种装置还改善了工人的作业环境,减少了职业健康风险,为工人提供了更加安全和健康的工作条件。浙江农药仓储上海泰禾是涉足化工领域,专注农药研发、生产与销售,为农业提供专业解决方案的企业。

山东乐邦是一家专注于消毒用品领域的企业,集研发、生产、销售于一体,提供多样化的消杀产品。金旺智能为其量身设计的兽药液体消毒剂生产线,采用了负压投料与在线搅拌技术,确保原料混合均匀,有效杀菌成分含量稳定。经检测,该生产线生产的消毒剂能在30秒内杀灭99.99%的病原微生物。此外,生产线配备了2-20ml膜成型灌封智能包装设备,包装精度高达±0.01ml,密封性优良,极大地方便了畜禽养殖环境的消毒使用。借助这条生产线,山东乐邦的消毒剂年产能达到5000吨,产品覆盖多个消杀场景。
总控-WCS/WMS系统是负责仓库设备控制与管理的系统。该系统犹如仓库的“司令部”,其中WCS负责调度堆垛机、输送线等设备,WMS则管理货物库存、订单等信息,两者实时联动,使得订单处理速度较传统模式提升5倍。在某仓库应用案例中,总控系统在接到订单后,需10秒即可完成货位查询和设备调度,30秒内即可开始拣货,而传统模式则需耗时10分钟以上。此外,该系统还能优化作业路径,使堆垛机的行走距离减少30%,能耗降低20%,并确保库存数据实时同步,实现账实一致率高达100%。智能仓储是利用智能系统进行仓储管理的模式。

RGV有轨小车是一种沿轨道运行的自动化运输装备,能够实现物料的快速搬运和准确定位。在智能仓储场景中,RGV小车的运行速度可达1.5m/s,定位精度为±5mm,能够在20秒内完成50米距离的物料搬运,其效率是人工叉车的4倍。小车配备了激光防撞系统,遇障碍物时可在0.5秒内紧急制动,确保运行安全;同时,支持多车调度,通过WCS系统智能分配任务,有效避免路径矛盾。某仓库的应用案例显示,RGV有轨小车使物料周转效率提升了55%,仓储人力成本降低了60%,并且由于定位准确,货物装卸过程中无碰撞损耗,物料完好率达到了100%。江苏金旺智能科技2005年成立,聚焦农化制剂智能工厂,以创新驱动发展 。安徽仓储解决方案
E - 专业设计是以清晰设计效果、合理配置设备系统,实现高性价比专业设计方案。浙江农药仓储
南通科创聚焦科技创新发展,引进项目、培育企业,打造良好创新生态,推动区域产业升级。金旺智能作为其重点引进的智能装备企业,在南通科创园区内建设了农化制剂智能工厂示范线,涵盖智能加工、包装、仓储等环节,其中智能加工展厅展示的砂磨研磨技术,可将原药颗粒细化至纳米级,吸引了众多园区企业参观学习;智能包装展厅的高速贴标机,贴标精度达±0.5mm,为园区企业提供了直观的智能化改造样本。南通科创通过引进金旺智能等创新企业,带动园区内30余家企业实施智能化升级,推动区域农化产业向高质量化发展。浙江农药仓储
- 苏州仓储 2026-04-06
- 常州农药仓储性价比高 2026-04-06
- AI码垛机器人厂家供应 2026-04-06
- 江苏智能仓储解决方案 2026-04-05
- 常州农药仓储厂家推荐 2026-04-05
- 肥料仓储推荐厂家 2026-04-05
- 山东智能仓储 2026-04-05
- 江苏饮料仓储参数 2026-04-05
- 常州饮料仓储销售厂家 2026-04-05
- 苏州仓储哪个牌子好 2026-04-05
- 常州饮料仓储哪家有 2026-04-04
- 江苏智能仓储售后好的 2026-04-04