在竞争激烈的 SMT 贴片加工市场,信奥迅始终坚持 “客户至上、细节为王” 的服务理念,从每一个细节入手,提升客户体验,凭借良好的口碑赢得众多客户的长期信赖与合作。在订单对接环节,信奥迅配备专属客户经理,全程一对一跟进客户需求,及时解答客户疑问,确保订单信息准确无误;生产过程中,定期向客户发送生产进度报告,让客户实时掌握产品生产情况;产品交付时,提供完整的检测报告、合格证书等资料,方便客户验收。此外,公司建立客户反馈机制,主动收集客户使用过程中的意见与建议,不断优化产品与服务。凭借质优的服务与可靠的品质,信奥迅已与众多有名企业建立长期合作关系,客户遍布全国乃至海外市场。许多客户表示,选择信奥迅不仅是因为其精湛的加工技术,更因为其贴心的服务与负责任的态度。在信奥迅看来,每一次合作都是一次信任的传递,只有用心服务好每一位客户,才能在市场中站稳脚跟。选择信奥迅,就是选择值得信赖的合作伙伴。小批量贴片加工需灵活产能,信奥迅可适配多行业定制需求。河源pcba贴片加工生产企业
为保障 SMT 贴片加工产品的品质,信奥迅科技建立了覆盖 “印刷 - 贴装 - 焊接” 全流程的严格质量检测体系。在锡膏印刷环节,公司配置思泰克 - S8030 三维锡膏检测仪,该设备基于 3D 白光 PSLM PMP 测量原理,可准确检测锡膏的体积、面积、高度、XY 偏移、桥连等关键参数,较小检测元件规格可达英制 01005,XY 方向检测精度高达 1um,能快速识别漏印、少锡、连锡、偏移等不良问题。进入贴装环节,贴片机自带的视觉检测系统会实时监控元件贴装位置与姿态;焊接完成后,公司还引入 X-Ray 检测设备,对 BGA、CSP 等底部焊接元件进行内部焊接质量检测,确保无隐藏焊点缺陷。多维度、全流程的检测手段,使公司 SMT 贴片产品不良率始终控制在行业前列水平。梅州贴片加工价格全程可视化 PCBA 贴片加工,实时跟踪生产进度,让您放心;

焊膏作为 SMT 贴片加工的 “黏合剂”,其选择与印刷工艺控制直接影响焊接质量。焊膏选择需结合 PCB 材质、元器件类型及焊接工艺:按焊锡粉末粒度可分为常规粒度(25-45μm)与超细粒度(10-25μm),超细粒度焊膏适配 01005 等微型元器件,常规粒度适用于多数通用元器件;按助焊剂含量可分为高活性(助焊剂含量 12%-15%)与低活性(8%-10%),高活性焊膏适合氧化程度较高的焊盘,低活性焊膏则用于对可靠性要求高的医疗、汽车电子。印刷工艺控制需关注三大要点:一是钢网管理,钢网厚度(0.12-0.18mm)需与焊盘尺寸匹配,使用前需清洁钢网开孔内的残留焊膏,避免堵塞;二是印刷参数设定,印刷压力需根据钢网厚度调整,速度过快易导致焊膏成型差,过慢则易产生溢锡;三是焊膏管理,焊膏需在 2-10℃冷藏保存,使用前需回温 4-8 小时,避免水汽凝结,开封后需在 4 小时内使用完毕,未用完的焊膏需与新焊膏按 1:3 比例混合,防止性能下降。
品质是企业的生命线,信奥迅建立全流程、无死角的质量管控体系,将品质意识融入贴片加工每一个细节。公司引入思泰克-S8030三维锡膏检测仪、AOI自动光学检测设备、X-Ray射线检测设备等高精度检测仪器,构建“原材料入库-生产过程-成品出库”全流程检测机制。原材料入库前,IQC部门严格筛选,杜绝劣质材料流入生产线;生产过程中,实时检测锡膏参数、监控贴装偏差,回流焊后排查隐藏焊点缺陷;成品出库前,额外经过多道功能测试,确保产品不良率低于行业标准。同时,公司遵循严格的生产操作规范,每一道工序都有明确标准,全程追溯生产数据,确保每一件贴片产品都符合客户质量要求。锡膏印刷需准确控制厚度与均匀度,为元器件可靠贴装与焊接奠定基础。
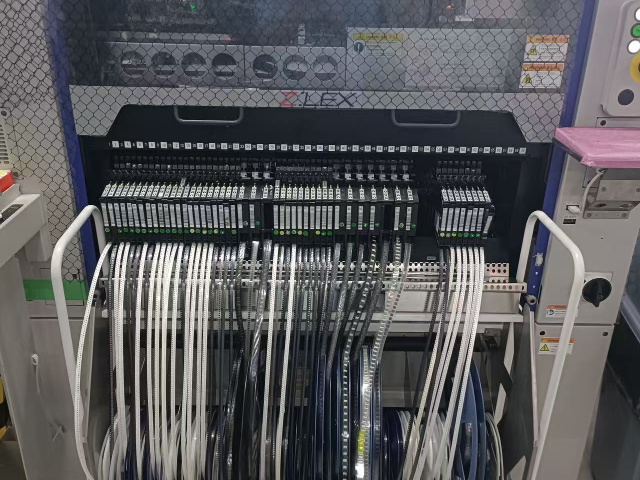
贴片机作为 SMT 贴片加工的主要设备,其选型与贴装精度控制对生产效率与产品质量至关重要。贴片机选型需结合生产需求:高速贴片机(如松下 NPM-D3)贴装速度可达 15 万 CPH(每小时元件数),适合电阻、电容等通用元器件的大批量生产;多功能贴片机(如富士 NXT III)贴装精度达 ±0.02mm,可处理 BGA、QFP 等异型元器件,适合多品种小批量生产;泛用贴片机则兼顾速度与精度,适合中等批量、多品类元器件生产。贴装精度控制需从三方面入手:一是设备校准,定期(每月一次)校准贴片机的 X-Y 轴定位精度、吸嘴高度与真空度,确保设备处于较佳状态;二是视觉定位优化,通过调整摄像头光源亮度、对比度,提升元器件与 PCB 基准点的识别率,减少定位误差;三是吸嘴选择,根据元器件尺寸(如 0402 元件用 0.3mm 吸嘴,QFP 元件用吸嘴)选择适配吸嘴,避免因吸嘴过大或过小导致元器件偏移、脱落。贴片加工价格受订单量、元件复杂度等多种因素影响。江苏pcba贴片加工厂
大批量贴片加工可通过规模化生产,降低单位产品加工成本。河源pcba贴片加工生产企业
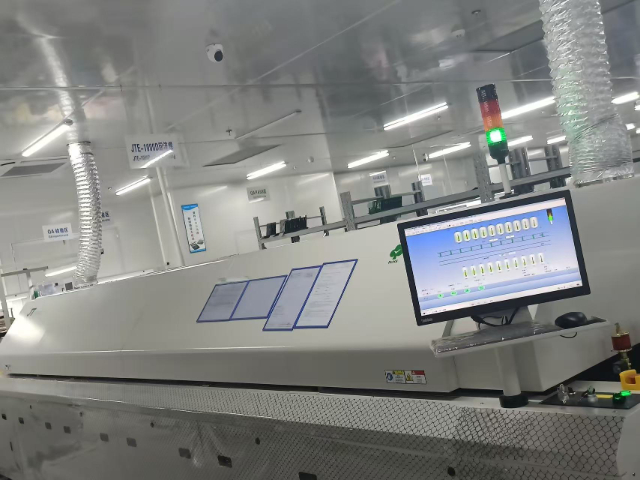
回流焊炉温曲线是决定焊接质量的关键参数,需根据焊膏类型、PCB 与元器件耐热性进行准确设定。典型的回流焊炉温曲线分为四个阶段:预热阶段(升温速率 2-3℃/s),将 PCB 温度从室温升至 80-120℃,目的是启动助焊剂并去除焊膏中的水分,防止焊接时产生气泡;恒温阶段(温度 120-150℃,持续 60-90s),使 PCB 与元器件温度均匀,避免温差过大导致 PCB 变形;回流阶段(峰值温度 220-250℃,持续 20-40s),焊膏完全熔化并润湿焊盘与元器件引脚,形成金属间化合物,峰值温度需高于焊膏熔点(如 Sn63Pb37 焊膏熔点 183℃)30-50℃,但低于元器件较高耐热温度(一般 260℃);冷却阶段(降温速率 3-5℃/s),使焊点快速凝固,形成牢固结构,避免缓慢冷却导致焊点晶粒粗大。炉温曲线设定后需通过炉温测试仪进行验证,确保每个焊盘的温度均符合要求,同时定期清洁回流焊炉的传送带与加热管,防止污染物影响焊接质量。河源pcba贴片加工生产企业
深圳市信奥迅科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的电子元器件行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**深圳市信奥迅科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!






