在对安全性要求极高的存储运输领域,塑料桶凭借完善的认证体系赢得市场信赖。通过ISO质量管理体系认证,确保生产全流程的标准化与规范化;获得食品接触材料安全认证(如FDA、LFGB),满足食品、药品行业的严苛卫生标准;针对化工行业,通过UN危险货物包装认证,可安全运输各类危险化学品。这些**认证不仅是品质的背书,更是企业选择塑料桶时的“定心丸”。从原料采购到成品出厂,严格的检测流程与认证标准,让塑料桶在各行业的应用中始终保持可靠与安全。轻巧便携的饮料用塑料桶,搭配螺旋密封盖与防滑提手,有效防止饮品泄漏与二次污染。浙江10L塑料桶定制

为保护易碎、精密物料在运输存储过程中的安全,塑料桶创新采用抗冲击缓冲设计。桶壁内部嵌入蜂窝状缓冲结构,搭配弹性缓冲材料,在受到外力撞击时,能有效吸收冲击力,减少震动传递。即便遭遇强烈碰撞或高处跌落,桶内物品也能得到周全保护。对于玻璃制品、陶瓷工艺品、电子显示屏等易碎物品,这种抗冲击设计可大幅降低破损率,为企业减少经济损失,提升物流运输的安全性与可靠性。在易燃物料存储与消防安全要求严格的场景下,阻燃防火塑料桶发挥重要作用。添加高效阻燃剂的桶体材料,通过了UL94V-0级阻燃认证,遇明火时不易燃烧,且能迅速自熄,有效阻止火势蔓延。即便在高温燃烧环境中,也不会产生有毒有害气体,保障人员安全。广泛应用于加油站、油漆仓库、烟花爆竹存储等场所,从源头消除火灾隐患,为企业安全生产筑牢防线。浙江10L塑料桶定制具备优良密封性的耐酸碱塑料桶,采用食品级材质改性,可安全承载酸性果汁类饮料。

塑料桶采用添加高效抗紫外线助剂的特殊配方,能够有效抵御紫外线的侵蚀。无论是长期暴露在户外的露天仓库,还是长途运输过程中经受烈日暴晒,桶身都不会出现褪色、变脆、开裂等老化现象。经过专业测试,在持续1000小时的紫外线照射后,塑料桶依然保持良好的物理性能和外观完整性,使用寿命比普通塑料容器延长3倍以上。这种***的耐候性,使其特别适合农业灌溉储水、户外涂料存储等需要长期经受恶劣天气考验的场景,为用户提供持久可靠的存储保障。
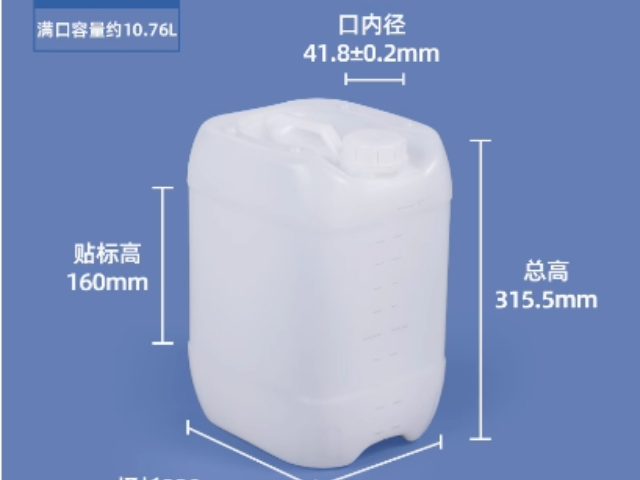
塑料桶的密封与防漏设计是其核心竞争力之一。桶口与桶盖的连接采用多重密封结构,常见的螺纹式设计配合橡胶密封圈,可实现 IP65 级防水,即使在雨水冲刷或短期浸泡环境下也能保持密封。部分工业用塑料桶还配备防盗盖,一旦开启便会留下不可逆的损坏痕迹,有效防止物料被篡改或偷换。对于需要频繁开启的场景,快开式卡扣盖设计让操作更便捷,只需按压卡扣即可完成开合,大幅提升工作效率。这些密封设计细节,让塑料桶在液体存储和运输中始终保持可靠性能。20L 耐高温食品级塑料桶认准江苏销售厂家,耐酸碱无毒害,适配医药、食品、化工轻载场景。
塑料桶搭载智能监测集成系统,实现从传统存储到智慧管理的跨越。内置高精度传感器,可实时监测桶内温湿度、液位、压力等关键参数,并通过无线传输技术将数据同步至云端平台。用户通过手机或电脑,即可远程查看每个塑料桶的运行状态,一旦数据异常,系统立即触发预警,方便及时采取措施。此外,集成的RFID芯片或二维码,支持物料信息的快速读取与溯源,配合仓储管理系统,可实现库存的智能盘点与动态调度。智能监测集成让塑料桶成为企业数字化管理的重要节点,开启智慧存储新时代。江苏食品级耐高温塑料桶厂家,按需定制 20L 带盖桶,满足多行业高温储存与食品接触需求。浙江10L塑料桶定制
苏州生产的20L 带盖食品级塑料桶,容量适配中小型食品企业需求,盖体配防盗扣,确保储存期间不受外界污染。浙江10L塑料桶定制
化工行业对存储容器的安全性、密封性要求极高,白色化工塑料桶现货供应恰好满足了行业“即需即取”的紧急需求。我们的白色化工塑料桶采用食品级与工业级双重标准生产,白色桶身便于观察内部物料状态,同时具备良好的遮光性,可减少光线对敏感化工原料的影响。产品选用耐酸碱、防腐蚀的HDPE原料,经过精密注塑工艺成型,桶身无气泡、无砂眼,搭配螺旋式密封盖与防渗垫圈,密封性能达到行业一级标准,可有效防止化工原料挥发、泄漏,保障存储与运输过程中的安全。现货库存涵盖10L、20L、50L、200L等多种规格,适配不同用量需求,无论是实验室小批量试剂存储,还是工厂大批量原料周转,都能快速匹配现货资源。我们建立严格的质量检测体系,每一批白色化工塑料桶出厂前均经过渗漏测试、抗压测试、耐腐测试,确保产品符合GB/T18742-2021国家标准。现货订单支持当天发货,全国大部分地区3-5天可达,同时提供完善的售后服务,如遇质量问题可无条件退换货,让白色化工塑料桶采购既高效又安心。浙江10L塑料桶定制