- 品牌
- 缘昌
- 型号
- 齐全
- 适用物料
- 多种可用
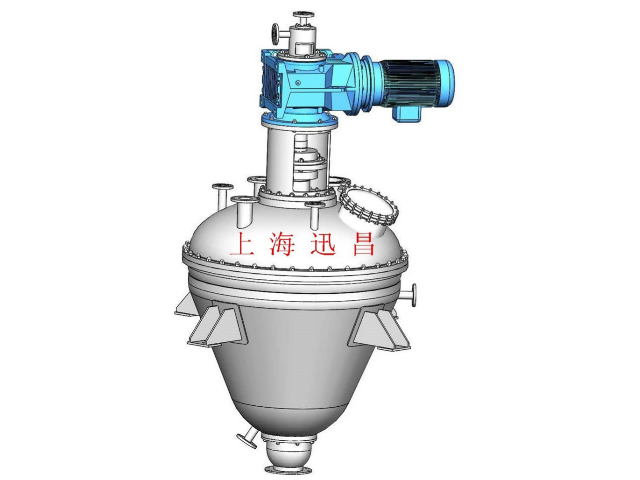
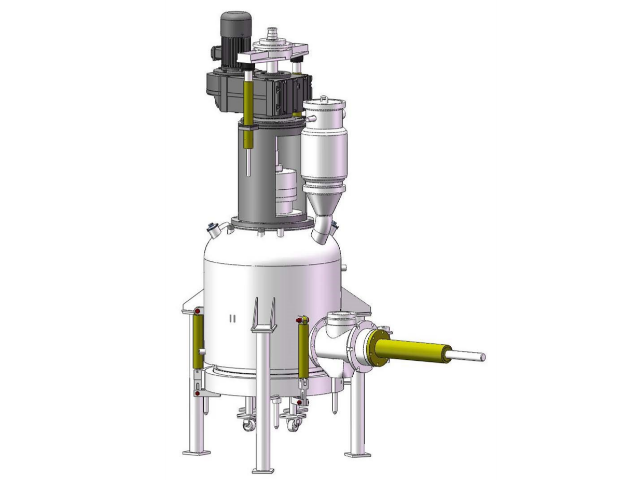
平底叶轮螺旋组合搅拌过滤洗涤干燥机作为化工设备领域的重要创新,其设计理念突破了传统三合一设备的结构局限。传统平底设备因过滤面积受限、出料残留率高、干燥效率不足等问题,难以满足高附加值产品对工艺精度的要求。而该机型通过筒锥式结构改造,将过滤面积提升至同等直径平底设备的2-2.5倍,其重要优势在于复合搅拌系统的协同作用:中心螺旋搅拌装置以变角度变导程设计实现物料轴向提升,配合底部叶轮搅拌装置的径向聚料功能,形成三维立体翻动体系。这种设计不仅消除了传统平底设备的搅拌死角,更通过螺旋叶片与过滤介质的贴合刮壁作用,使物料在薄层滤饼状态下完成过滤,过滤效率较常规设备提升40%以上。组合式干燥机的吸附剂需每2年更换一次,确保对水分的吸附容量保持稳定。大型真空干燥研发
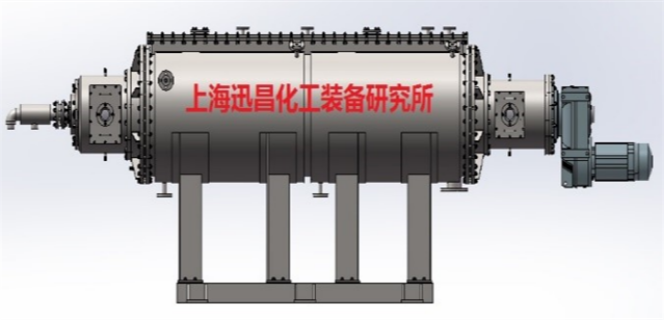
从应用场景来看,单锥双螺带真空干燥机凭借其全密闭设计与多功能集成特性,已成为化工、食品、农药等行业选择的设备。在化工领域,该设备可处理易燃易爆的催化剂中间体,其防爆电机与全真空操作环境能将安全风险降至较低;在食品行业,干燥脱水蔬菜时,设备通过精确控制真空度与温度,较大限度保留食材的色泽与营养成分,且符合GMP标准的无死角结构与可拆卸清洗设计,确保生产过程符合卫生规范。此外,设备配备的在线SIP/CIP系统与无菌取样阀,使其能无缝对接无菌原料药生产线,实现从干燥到包装的全流程封闭操作。操作维护方面,大口径球截面排料阀与特制清洗球的设计简化了卸料与清洁流程,而测温探头直接嵌入物料中心的创新布局,则解决了传统夹套测温不准确的问题,为工艺优化提供了可靠数据支持。大型真空干燥研发面粉厂中,干燥机控制面粉水分,防止结块影响使用。
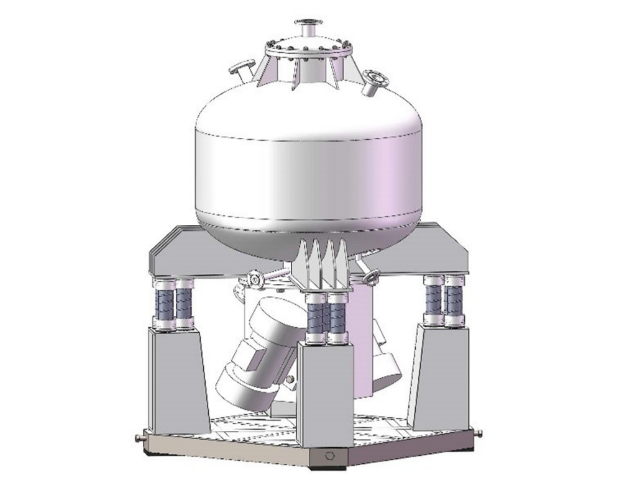
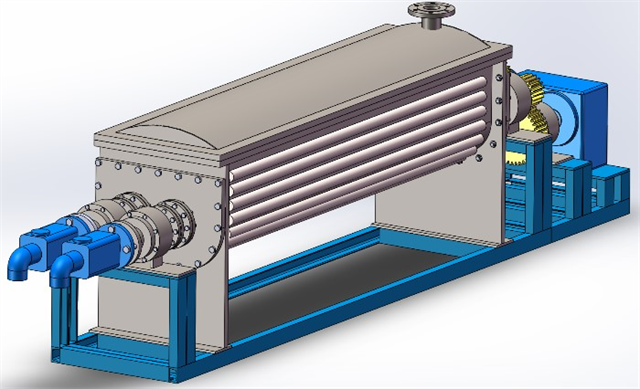
该设备的重要优势在于其空间利用率与时间效率的双重提升。相较于单独设置的过滤机、洗涤槽和干燥箱,回转式设备将三道工序整合于单一密闭容器内,占地面积减少约60%,同时省去了物料转运、人工操作等中间环节,单批次处理时间缩短40%以上。在制药行业,这种集成化设计明显降低了交叉污染风险,符合GMP规范对洁净生产的要求。设备通过精确控制回转速度(0.5-5r/min)和温度梯度(常温至150℃),可实现从发酵液到干粉的一步转化,产品水分含量稳定控制在0.5%以下。此外,设备配备的在线检测系统能实时监测滤饼厚度、洗涤终点和干燥程度,通过PLC自动调整工艺参数,确保批次间质量一致性。其模块化设计更支持根据物料特性更换滤布材质(如聚丙烯、尼龙或不锈钢),适应从微米级超细粉末到毫米级颗粒的不同分离需求。
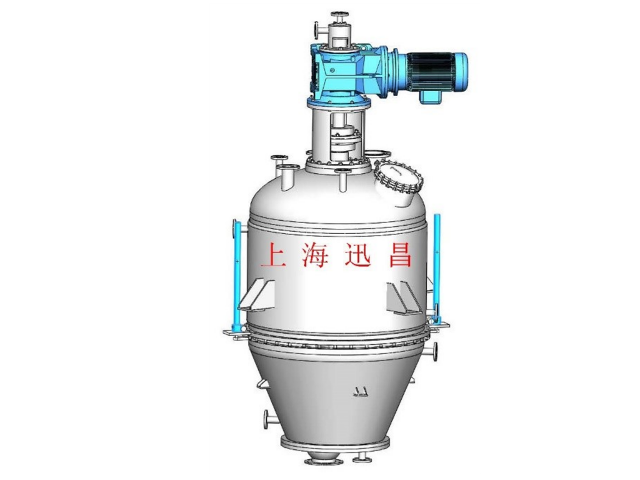
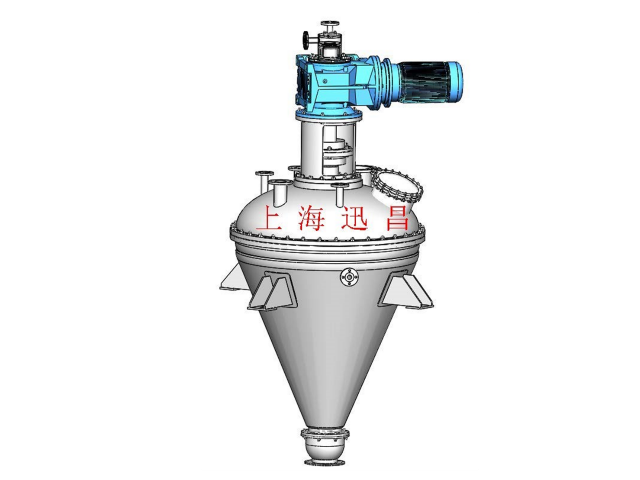
从技术参数层面分析,单锥式真空干燥机的性能优势体现在多个维度。其装料系数可达90%,远高于双锥干燥机的40%-60%,单批次处理量提升50%以上。设备采用顶部驱动结构,通过变频调速电机与斜齿轮减速机组合,实现螺带转速0-30rpm无级调节,既可满足细腻粉体的低速混合需求,也能应对高粘度浆料的高速剪切。在密封设计上,采用卫生型单端面机械密封,配合316L不锈钢内壁抛光至Ra0.4μm镜面级,有效杜绝润滑油泄漏风险,符合FDA与GMP认证要求。以某制药企业头孢类原料药生产为例,该设备通过夹套与螺带双通道加热,使传热面积达到容器表面积的140%,干燥效率较传统设备提升3-5倍,同时在线清洗(CIP)与在线灭菌(SIP)功能的集成,将批次间清洁时间从2小时缩短至40分钟,明显降低交叉污染风险。此外,设备配备的金属烧结网过滤器精度达5μm,配合真空管路反吹装置,可实时去除干燥过程中产生的粉尘,确保真空度稳定在-0.085MPa以上,为连续化生产提供可靠保障。果汁加工厂,干燥机处理果汁残渣,制成饲料等副产品。
该设备的适应性体现在对复杂物料的处理能力上。针对膏糊状物料如硫酸钡、酒糟等,可通过配置干料返混机构实现预干燥——将部分干物料与湿料混合降低粘度,再进入干燥机完成干燥。对于易燃易爆物料如硝基蒽醌,密闭型真空干燥机采用氮气闭路循环系统,配合溶剂回收冷凝器,可回收95%以上的有机溶剂,同时避免氧化反应。在食品行业,真空盘式干燥机通过低温干燥保留果蔬的色泽与营养成分,例如干燥银杏叶时,真空环境使叶绿素降解率降低60%,活性成分保留率提高至92%。此外,设备操作便捷性突出,停车时只需停止进料,耙叶系统可在10分钟内排空全部物料,减少残留导致的交叉污染风险。其立式安装设计使占地面积较同等产能的流化床干燥机缩小60%,配合PLC控制系统实现温度、转速、料位的自动调节,单台设备年维护成本较喷雾干燥机降低3万元以上,成为化工、医药、食品等行业自动化生产线的重要装备。造纸厂中,干燥机烘干纸页,使其达到合格的含水量标准。西宁带式真空干燥价格
藻类加工厂,干燥机烘干藻类,提取有效成分或制成食品。大型真空干燥研发
从应用场景看,内转盘加热薄膜蒸发干燥机展现出跨行业的适应性优势。在食品工业中,该设备处理乳制品时,通过真空度-0.095MPa的负压环境,将牛奶浓缩的蒸发温度控制在55℃以下,有效防止蛋白质变性,同时能耗较传统双效蒸发器降低35%。化工领域的应用更显技术突破性,某石化企业采用该设备处理高粘度聚醚多元醇时,通过转盘表面特制的菱形纹路设计,使物料成膜时间缩短至0.8秒,配合热压泵技术回收二次蒸汽,单位产品蒸汽消耗量从1.2吨降至0.7吨。环保领域的应用同样具有创新性,某污水处理厂利用该设备处理含苯废水时,通过转盘内腔通入160℃导热油,配合真空系统将蒸发温度控制在85℃,使废水浓缩倍数达15倍,回收的冷凝水COD值低于50mg/L,达到中水回用标准。这种多领域的技术渗透,得益于设备模块化设计理念——通过更换转盘材质(如316L不锈钢处理酸性物料、哈氏合金处理含氯物料)和调整真空系统参数,即可满足不同物料的工艺需求。大型真空干燥研发
在工业应用层面,回转真空干燥机的技术优势直接转化为生产效益与产品质量提升。以制药行业为例,干燥工序时间从原来的18小时缩短至6小时,能耗降低40%,且产品纯度由98.2%提升至99.5%,有效减少了后续结晶工序的杂质去除压力。其真空系统配备的冷凝回收装置可实现溶剂95%以上的回收率,对于甲醇等有机溶剂的干燥过程,每年可为企业节约数百万元的原料成本。设备材质方面,接触物料部分通常采用316L不锈钢或哈氏合金,配合镜面抛光处理(Ra≤0.4μm),既满足FDA对设备清洁度的要求,又能防止酸性或腐蚀性物料对设备的侵蚀。智能化控制系统的引入,使得温度、真空度、搅拌转速等关键参数可实现闭环控制,通过PL...
- 圆筒平底式叶轮螺旋搅拌干燥售前咨询 2026-04-09
- 双轴空心桨叶搅拌自清理连续干燥售前咨询 2026-04-08
- 螺带搅拌干燥制造商 2026-04-08
- 温州空心双螺旋搅拌自清理连续干燥 2026-04-08
- 黑龙江双轴空心叶片搅拌自清理连续干燥 2026-04-08
- 球形干燥价格 2026-04-08
- 冷冻干燥设计院 2026-04-07
- 大型真空干燥研发 2026-04-07
- 卧筒式螺带搅拌干燥机标准 2026-04-07
- 球锥形螺带搅拌干燥改造 2026-04-07

- 球筒型螺旋搅拌干燥标准 2026-04-06
- 浙江单锥型螺旋搅拌干燥 2026-04-06
- 郑州立式平底叶轮螺旋组合搅拌干燥 2026-04-05
- 河北球形干燥 2026-04-05
- 天津筒锥管袋式组合过滤型过滤洗涤干燥 2026-04-05
- 球形干燥及带式真空连续干燥专业生产 2026-04-05


- 乌鲁木齐连续结晶器 04-08
- 双轴空心桨叶搅拌自清理连续干燥售前咨询 04-08
- 螺带搅拌干燥制造商 04-08
- 温州空心双螺旋搅拌自清理连续干燥 04-08
- 黑龙江双轴空心叶片搅拌自清理连续干燥 04-08
- 球形干燥价格 04-08
- 冷冻干燥设计院 04-07
- 大型真空干燥研发 04-07
- 上海反应过滤混合三合一 04-07
- 卧筒式螺带搅拌干燥机标准 04-07