- 品牌
- 金旺智能
- 型号
- 农药灌装
- 包装材料
- 塑料,玻璃
- 包装类型
- 袋,桶,罐,箱,盒,瓶
- 物料类型
- 液体,粉剂,颗粒
- 加工定制
- 是
- 适用行业
- 医药,日化,化工
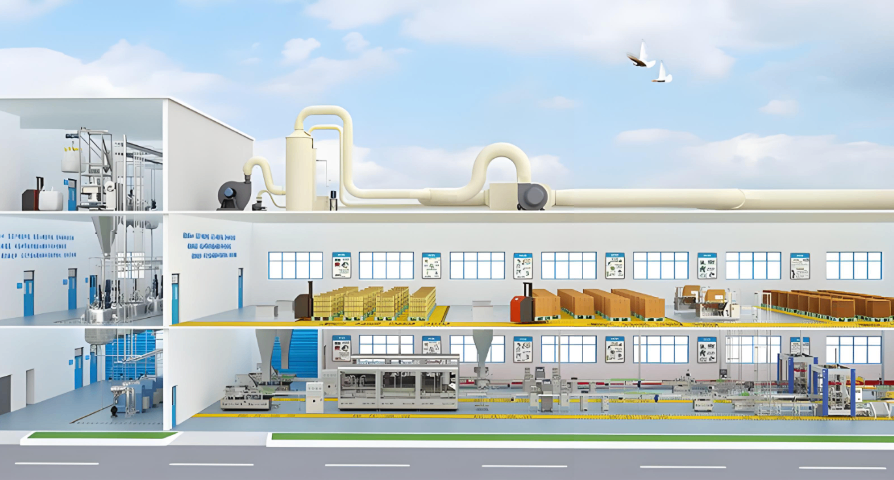
包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。EPCM服务模式是集设计、采购、施工管理于一体的服务模式。江苏18L农药灌装机

采用视觉识别技术的智能化贴标设备,可实现±1mm超高精度定位,支持直径35-95mm、标签尺寸(30-90)×(60-140)mm的多样化瓶型贴标需求。标配产能≤10000瓶/小时(100mL规格),配备无气泡贴合算法确保标签平整度,设备尺寸节省车间空间。创新的热熔胶涂布系统适应不同材质标签,智能纠偏装置保证连续生产稳定性,支持在线打印批号、二维码等功能扩展, 多应用于食品、保健品等行业的自动化包装线。作为 专精特新‘小巨人’企业,我们提供‘设备+算法+云平台’三位一体服务,已交付超500个智能工厂项目。咨询《行业解决方案手册》,或直接官网预约 工程师现场勘察。作为 专精特新‘小巨人’企业,我们提供‘设备+算法+云平台’三位一体服务,已交付超500个智能工厂项目。咨询《行业解决方案手册》,或直接官网预约 工程师现场勘察。国内农药灌装机参数智能运维是采用智能化方式进行设备运维的工作。

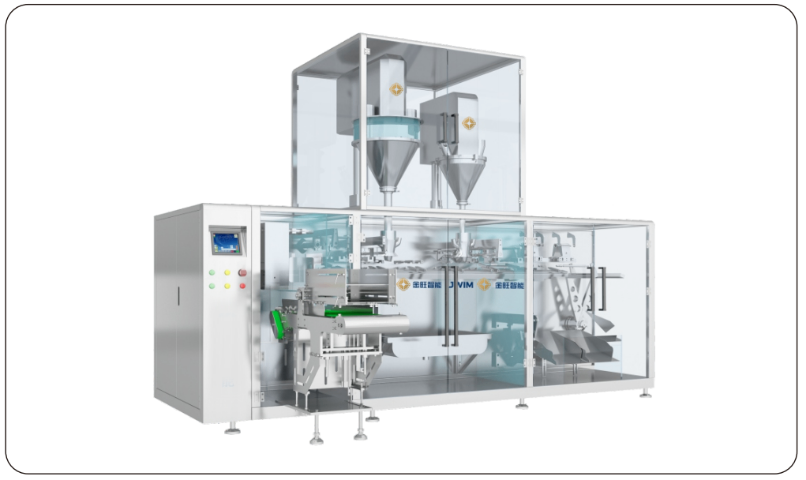
采用动态乳化-自组装复合工艺,由预混合单元、相转变单元、微结构调控单元组成闭环控制系统。 设备包括双入口高剪切泵(流量5-30m³/h)、超声波均质机(频率20-40kHz)、在线折光仪(测量范围0-90%)等。系统通过PID算法精确控制油水比(1:3-1:20)、温度(25-60℃)和pH值(3.5-7.5),确保微乳液液滴粒径呈正态分布(PDI≤0.2)。创新采用膜乳化技术(孔径50-200nm),使乳滴粒径单分散性 提升。生产线配备全自动灌装系统(精度±0.5%),兼容20-1000ml多种规格包装容器。整线运行能耗较传统工艺降低30%,符合欧盟EFfCI认证要求,已成功应用于生物农药、纳米载药体系等 制剂生产。
订单管理是对订单从创建到完成的全流程进行跟踪和处理,确保交易顺利的一项关键业务管理活动。在金旺智能的客户管理系统中,订单管理模块实现了从订单接收、生产排程、物流配送到售后反馈的全流程数字化管理。系统自动对接生产计划,例如在接到10吨除草剂水剂订单时,能够自动核算原料库存并安排生产线排产,其排产效率比人工操作高出10倍;同时,系统实时跟踪订单进度,并向客户推送生产状态和物流信息。该模块的应用使订单处理周期缩短了60%,订单交付准确率高达99.8%,客户满意度提升至98%,有效增强了企业的市场竞争力。5 - 25Kg袋装固体智能生产线是可智能生产5 - 25Kg袋装固体产品的生产线。
1-5L桶装集成智能生产线是专门为1-5L桶装产品设计的集成智能化生产线。从空桶的上料到灌装封盖,再到贴标码垛,整条生产线就像一个交响乐团一样,各个部分协同作业,配合得天衣无缝。空桶通过传送带送入生产线时,先进的光电传感器就像检票员一样,对每一个空桶进行严格的核对,确保桶型符合要求。灌装头能够根据不同的桶容积自动切换流量,当灌装5L桶时,流量如瀑布般畅快淋漓;而灌装1L桶时,则像细流般准确无误。码垛机器人则将满桶堆成金字塔形,其底层桶与上层桶的中心偏差不超过2cm,确保了仓储堆垛的稳定性,同时也提升了仓储空间的利用率。整条生产线不仅自动化程度高,而且在生产过程中能够实现有效控制,确保了产品的高质量和生产的高效率。智能加工是运用智能技术进行产品加工的过程。江苏18L农药灌装机
CCG1000 - 16TJ高粘度灌装机是用于灌装高粘度液体的设备。江苏18L农药灌装机
采用沸腾制粒-流化干燥耦合工艺,主体设备包括高速剪切造粒机(转速1000-3000rpm)、沸腾干燥机(热效率≥85%)、振动流化床(振幅可调0-15mm)。系统通过PLC实现蒸汽压力(0.3-0.8MPa)、进风温度(80-150℃)、加料频率(10-50Hz)的联动控制,确保成品水分≤3%、休止角≤40°。创新采用微波辅助干燥技术,干燥时间缩短40%。整线配备脉冲反吹除尘器(过滤精度0.3μm),粉尘排放浓度<10mg/m³。兼容50-5000目不同粒径需求,年产能 3万吨,已应用于代森锰锌、戊唑醇等水分散粒剂的大规模生产。江苏18L农药灌装机
- 浙江农药灌装机牌子 2026-04-10
- 桶装农药灌装机哪家有 2026-04-10
- 25L农药灌装机哪个牌子好 2026-04-10
- 耐用农药灌装机价格 2026-04-10
- 上海农药灌装机私人定做 2026-04-10
- 桶装农药灌装机常见问题 2026-04-09
- 25L农药灌装机便宜的 2026-04-09
- 200L农药灌装机厂家直销 2026-04-09
- 青州农药灌装机私人定做 2026-04-09
- 安徽好用的农药灌装机 2026-04-09
- 性价比高农药灌装机哪里有卖 2026-04-09
- 江苏18L农药灌装机 2026-04-09