- 品牌
- 金旺智能
- 型号
- 智能工厂
- 产地
- 常州
- 可售卖地
- 全国
- 是否定制
- 是
智能高位库是一种具备智能管理功能的高位仓库。堆垛机如同电梯般在高层货架间灵活穿梭,WMS系统则像大脑一样高效规划货位。入库时,系统会根据货物重量自动分配货架层数——重货放置于底层,轻货则存放于高层。在农药仓储领域,其巷道堆垛机的提升速度高达120米/分钟,取货效率较传统仓库提升4倍。货架高度达到24米,相当于8层楼的高度,空间利用率是平面仓库的5倍。此外,智能分拣系统能够根据出库订单自动组合货物,拣货准确率高达99.99%。曾有仓库使用该系统处理1000单订单出现1单拣货错误,错误率低至0.01%。设备效率及档案数据化管理是将设备效率指标与档案信息数字化,为设备全生命周期管理提供依据。甘肃化工制剂无人化智能工厂
南通科创聚焦科技创新发展,引进项目、培育企业,打造良好创新生态,推动区域产业升级。金旺智能作为其重点引进的智能装备企业,在南通科创园区内建设了农化制剂智能工厂示范线,涵盖智能加工、包装、仓储等环节,其中智能加工展厅展示的砂磨研磨技术,可将原药颗粒细化至纳米级,吸引了众多园区企业参观学习;智能包装展厅的高速贴标机,贴标精度达±0.5mm,为园区企业提供了直观的智能化改造样本。南通科创通过引进金旺智能等创新企业,带动园区内30余家企业实施智能化升级,推动区域农化产业向高质量发展。广东哪个牌子制剂无人化智能工厂EPCM服务模式是集设计、采购、施工管理于一体的服务模式。

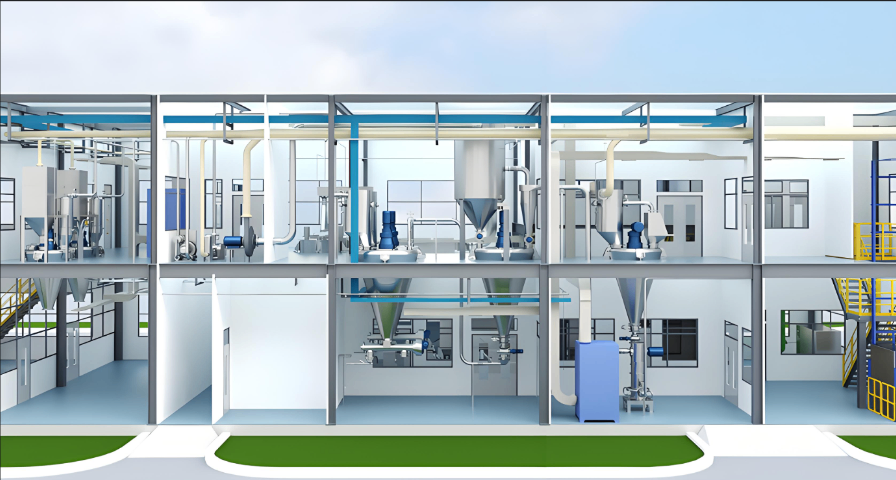
智能加工技术是一种利用先进的智能技术来进行产品加工的过程。在农药制剂生产领域,智能加工系统就像一位“数字工匠”,通过精确的PLC程序控制,能够精确地调节和控制反应过程中的关键参数,如温度和压力。这些智能系统能够将温度控制的精度达到±0.5℃,与传统的人工控制方法相比,其准确度提升了整整10倍。在实际生产中,智能加工技术的应用效果不错。以某悬浮剂生产案例为例,通过智能加工技术的应用,成功地将原药颗粒的粒径控制在2-5微米之间。这种精细的粒径控制使得颗粒的均匀度提升了30%,从而提高了药效。与传统工艺相比,药效提高了20%。此外,智能加工技术还缩短了生产周期,使得生产效率提高了40%。同时,能耗也降低了25%,从而实现了“高质、高效、低耗”的加工目标。智能加工技术的广泛应用彻底颠覆了传统农药生产的粗放模式。传统生产方式往往依赖于大量的人工操作和经验判断,而智能加工技术则通过精确的控制和优化,使得生产过程更加科学、高效和环保。通过这种方式,农药生产不仅提高了产品质量和生产效率,还降低了能耗和生产成本,实现了可持续发展的目标。
授权中心是负责分配、管理和监控系统操作权限,保障信息安全的管控枢纽。在金旺智能的企业管理系统中,授权中心采用角色访问控制,根据岗位设置不同权限,如生产人员可查看生产数据,财务人员可访问成本数据,权限划分精细度达功能按钮级别。系统实时记录权限操作日志,如某账号何时访问了何数据,便于追溯审计;同时支持动态授权,如临时授权外包人员访问特定设备数据,授权有效期精确到小时,到期自动收回。该授权中心使企业数据访问安全性提升100%,未发生过数据泄露事件,符合ISO27001信息安全标准。公司职能中心展现营销、技术、生产、服务中心,为农化制剂智能工厂全案服务商 。

数字孪生是利用数字化技术创建的与物理实体实时映射、交互的虚拟模型。在金旺智能的智能工厂解决方案中,数字孪生技术被应用于模拟生产线的运行。通过采集设备传感器的数据,在虚拟空间中构建生产线的实时镜像,工程师可以在虚拟环境中测试工艺参数的调整、设备布局的优化等方案。某悬浮剂生产线的案例显示,借助数字孪生的预演,提前发现并解决了6处潜在的设计缺陷,工艺调试时间缩短了40%,产能提升了25%。此外,虚拟调试有效减少了实际生产中的试错成本,为企业节省了200余万元的投资。金旺智能聚焦农化智能工厂,以理念、准则驱动,销售业绩呈TOP增长 。哪里有制剂无人化智能工厂应用范围
智能包装是借助智能手段完成产品包装的过程。甘肃化工制剂无人化智能工厂
浙江禾本固体车间项目是建设固体产品生产车间,提升产能、保障质量的产业项目。金旺智能为该项目规划设计了全自动化固体生产线,包含负压投料、双螺杆混合、流化床干燥等工艺,其中负压投料使原料损耗率从3%降至0.5%,混合均匀度CV值≤2%,干燥后的产品水分含量控制在0.5%以下。车间按GMP标准建设,设置除尘、空调系统,确保生产环境符合要求。项目建成后,固体产品产能提升3倍,达1.2万吨/年,产品合格率从90%提升至99.5%,同时因环保措施到位,车间粉尘与废气排放均优于国家标准,实现了产能与质量的双重提升。甘肃化工制剂无人化智能工厂
- 内蒙古便宜的制剂无人化智能工厂 2026-04-20
- 哪里有制剂无人化智能工厂联系人 2026-04-20
- 福建性价比高制剂无人化智能工厂 2026-04-19
- 什么是制剂无人化智能工厂厂家直销 2026-04-19
- 售后好的制剂无人化智能工厂大概多少钱 2026-04-18
- 辽宁哪家有制剂无人化智能工厂 2026-04-18
- 哪家有制剂无人化智能工厂设备价钱 2026-04-17
- 性价比高的制剂无人化智能工厂销售厂 2026-04-17
- 湖南定做制剂无人化智能工厂 2026-04-17
- 哪里有制剂无人化智能工厂性价比高 2026-04-16
- 国内制剂无人化智能工厂参数 2026-04-16
- 广西耐用制剂无人化智能工厂 2026-04-15


