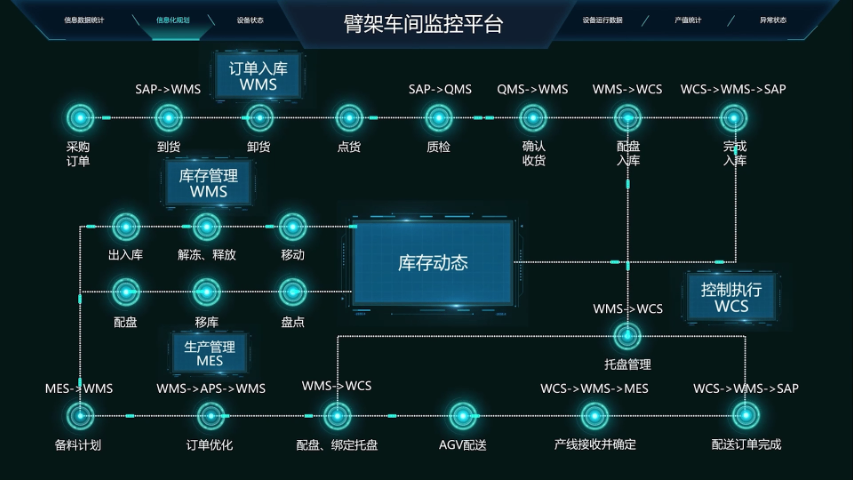
MES系统特点:1)采用强大数据采集引擎、整合数据采集渠道(RFID、条码设备、PLC、Sensor、IPC、PC等)覆盖整个工厂制造现场,保证海量现场数据的实时、准确、全方面的采集;2)打造工厂生产管理系统数据采集基础平台,具备良好的扩展性;3)采用先进的RFID、条码与移动计算技术,打造从原材料供应、生产、销售物流闭环的条码系统;4)全方面完整的产品追踪追溯功能;5)生产WIP状况监视;6)Just-In-Time 库存管理与看板管理;7)实时、全方面、准确的性能与品质分析SPC;8)基于Microsoft .NET平台开发,支持Oracle/SQL Sever等主流数据库。系统是C/S结构和B/S结构结合,安装简便,升级容易;9)个性化的工厂信息门户(Portal),通过WEB浏览器,随时随地都能掌握生产现场实时信息;10)强大的MES技术队伍,保证快速实施、降低项目风险。数字工厂的智能生产管理系统,全流程可视化,生产透明可控。佛山工业数智工厂解决方案

随着信息技术的不断进步和应用,数字化孪生工厂将会在制造业中发挥越来越重要的作用。它不仅可以帮助企业提升生产效率和产品质量,还可以激发创新潜力,推动企业迈向智能制造的新阶段。在数字化时代,孪生数字工厂已成为企业转型升级的必备利器,开启了制造业智能化转型的新征程。数字化工厂是指利用数字化技术和信息化手段,将传统工厂转型为智能化、自动化、数字化的现代化工厂。数字化工厂的发展可以追溯到上世纪70年代,当时的工业自动化技术已经开始应用于工厂的生产过程中。随着信息技术的不断发展和普及,数字化工厂逐渐成为了现代制造业的主流趋势。智能制造灯塔工厂系统开发数字工厂通过智能合同管理系统优化采购流程,降低采购成本,提高采购效率。

数字化时代的生产力利器——孪生数字工厂,不仅可以帮助企业实现生产过程的智能化管控,还可以提高生产线的透明度和可追溯性。通过数字化孪生工厂,生产企业可以实现对生产数据的实时监控和分析,及时发现问题并采取措施,确保生产过程的稳定运行,避免因为人为、设备、材料等原因导致的生产故障和损失。除此之外,孪生数字工厂还能帮助企业提高生产线的灵活性和适应性。在传统工厂中,生产线的调整和优化需要耗费大量的时间和人力,而使用数字化孪生工厂技术则可以实现生产过程的即时调整和优化,从而更好地应对市场需求的变化和产品定制化的要求。
车间制造过程的数字化涵盖了生产领域中车间、生产线、单元等不同层次上设备、过程的自动化、数字化和智能化。其发展趋势也分别体现在底层制造装备智能化、中间层的制造过程优化和顶层的制造绩效可视化3个层次。在底层制造装备方面,数字工厂主要解决制造能力自治的问题。设备制造商不仅持续在提升设备本身高速、高精、高可靠等性能方面不断取得进展,同时也越来越重视设备的感知、分析、决策、控制功能,比如各种自适应加工控制、智能化加工编程、自动化加工检测和实时化状态监控及自诊断/自恢复系统等技术在生产线工作中心及车间加工单元中得到普遍运用。ECS通过自动化控制,优化设备运行参数,提升生产效率和产品质量。

“智慧工厂”的发展,是智能工业发展的新方向。特征在制造生产上体现为:一、系统具有自主能力:可采集与理解外界及自身的资讯,并以之分析判断及规划自身行为二、整体可视技术的实践:结合讯号处理、推理预测、仿真及多媒体技术,将实境扩增展示现实生活中的设计与制造过程。三、协调、重组及扩充特性:系统中各组承担为可依据工作任务,自行组成较佳系统结构。四、自我学习及维护能力:透过系统自我学习功能,在制造过程中落实资料库补充、更新,及自动执行故障诊断,并具备对故障排除与维护,或通知对的系统执行的能力。五、人机共存的系统:人机之间具备互相协调合作关系,各自在不同层次之间相辅相成。数字工厂通过5G技术实现设备间高速互联,提升数据传输速度,支持复杂应用场景。智能制造灯塔工厂系统开发
数字工厂的智能能源系统,实现能源回收利用,绿色环保。佛山工业数智工厂解决方案
数字化工厂的主要技术:数字化工厂的主要技术包括物联网技术、云计算技术、大数据分析技术、人工智能技术等。物联网技术可以实现设备之间的互联互通,实现生产过程的自动化和智能化。云计算技术可以为数字化工厂提供强大的计算和存储能力,支持大规模数据的处理和分析。大数据分析技术可以帮助企业从海量数据中提取有价值的信息,优化生产流程和产品质量。人工智能技术可以实现机器学习和自主决策,提高生产效率和质量。数字化工厂的发展不仅可以提高生产效率和质量,还可以降低成本,提升企业竞争力。佛山工业数智工厂解决方案