- 品牌
- 苏州飞得科机电有限公司
- 型号
- 齐全
- 类型
- 齐全
- 载荷状态
- 齐全
润滑油更换是减速机维护的重要内容,合理的更换周期和方法可有效延长设备寿命。一般情况下,新减速机运行 300-500 小时后需进行换油,清理磨合产生的金属碎屑;之后每运行 1000-1500 小时更换一次润滑油,在恶劣环境下应缩短至 800 小时。更换润滑油时需在设备运行至热态后停机,趁热放出旧油,彻底清理油箱和油道内的杂质、油泥。加入新油时需过滤,避免污染物混入,油位应控制在油标规定范围内,不宜过多或过少。不同类型的润滑油不可混用,更换时需冲洗油箱,确保与新油兼容,防止油品变质影响润滑效果。现代减速机设计趋向模块化、轻量化,并与伺服电机深度集成。无锡蜗杆减速机价位
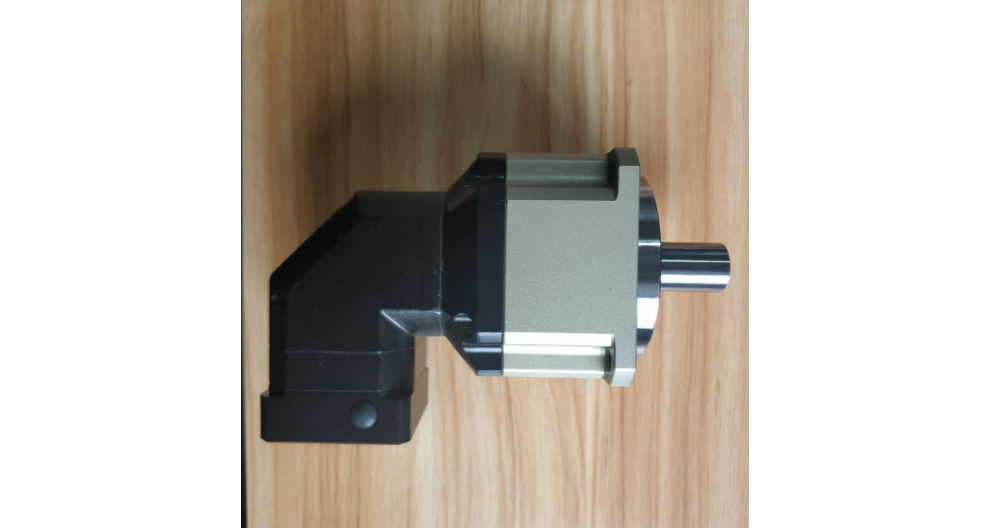
随着工业 4.0 的推进,减速机正朝着智能化方向快速发展。智能化减速机集成了传感器、数据采集模块和通信模块,可实时监测设备运行参数,如温度、振动、转速、扭矩等,通过数据分析判断设备运行状态,提前预警潜在故障,实现预测性维护。部分智能化减速机还具备远程监控功能,操作人员可通过手机或电脑远程查看设备运行数据,进行远程诊断和控制,提高设备管理效率。智能化还体现在自适应调节上,减速机可根据负载变化自动调整运行参数,优化传动效率,降低能耗。未来,随着人工智能和物联网技术的深入应用,智能化减速机将在智能制造中发挥更加重要的作用,推动工业生产向高效、智能、绿色方向发展。无锡直角轴减速机价格表智能制造趋势正推动减速机向更智能、更集成化发展。

在潮湿、多尘或腐蚀性环境中,减速机的防腐处理至关重要。箱体表面通常采用喷砂除锈后喷涂底漆和面漆,底漆选用环氧富锌漆增强附着力和防锈能力,面漆采用聚氨酯漆或丙烯酸漆,具有良好的耐候性和装饰性。暴露的轴端和法兰面可采用镀锌处理,形成钝化膜防止锈蚀。内部齿轮和轴承等零件可采用磷化处理或镀硬铬,提高耐磨性和耐腐蚀性。密封件选用耐油、耐老化的氟橡胶或丁腈橡胶,防止润滑油泄漏和水分侵入。对于强腐蚀环境,可采用不锈钢材质制造箱体和关键零件,确保设备长期稳定运行。
减速机的噪音和振动水平是衡量其制造精度和装配质量的重要指标。过高的噪音不仅会造成噪音污染,影响操作人员的身心健康,还可能预示着设备内部存在故障隐患。减速机产生噪音和振动的原因是多方面的:齿轮的加工误差(如齿形、齿向误差)和装配精度(如啮合间隙、接触斑点)是主要来源;轴承的精度和预紧力不合适也会引发振动;箱体的刚性和共振问题同样不容忽视;此外,外部安装基础的刚性不足或电机与减速机的对中不良,也会放大运行时的振动。为了降低噪音和振动,现代减速机在设计上采用了对齿轮齿形进行修形、优化箱体结构以增加刚度、选用高精度轴承等方法。在制造端,采用先进的磨齿工艺和严格的检测手段,确保齿轮精度达到ISO 5级或更高。在装配和使用环节,确保安装面的水平和对中精度,以及在设计系统时避开共振频率,都是有效的减震降噪措施。对于高精度应用,如精密机床主轴驱动,通常还会选用专门的静音型减速机,以满足的运行平稳性要求。斜齿轮减速机传动平稳,噪音低,扭矩大,适配各种电机,满足多样化需求。

负载试运行是检验减速机在实际工况下性能的关键环节。负载试运行需逐步加载,先施加 50% 额定负载运行 1 小时,再增至 100% 额定负载运行 2-4 小时。运行过程中需实时监测输入输出转速、扭矩,确保符合设计要求。轴承温度温升应控制在 60℃以内,润滑油温度不超过 90℃。检查齿轮啮合情况,有无异常振动,振动速度有效值应不大于 6.3mm/s。观察密封件、连接件有无松动或渗漏,电机电流是否稳定。负载试运行结束后需各方面检查,齿轮、轴承等关键部件无异常磨损,紧固件无松动,方可投入正式运行。减速机箱体采用强度材料,能承受复杂工况下的冲击负载。江苏直交轴减速机制造厂
工业机器人关节,采用高刚性RV减速机,重复定位精度高,经久耐用。无锡蜗杆减速机价位
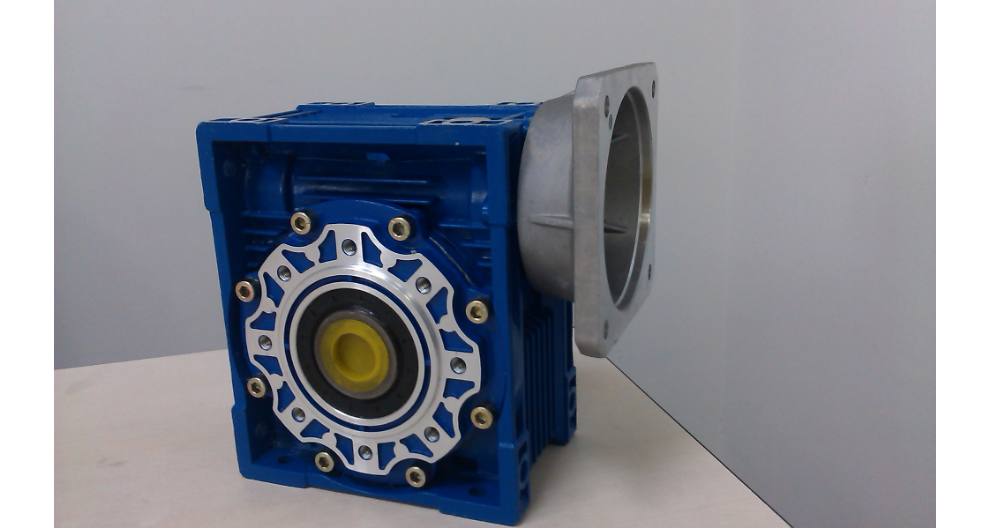
水泥行业的生产环境恶劣,粉尘多、温度高,减速机需具备强适应性和高可靠性。生料磨、水泥磨的传动系统多采用大型齿轮减速机,具有传递扭矩大、抗冲击能力强的特点,适应磨机的重载启动和持续运行。窑头窑尾的输送设备常用蜗杆减速机或行星齿轮减速机,结构紧凑,能在粉尘环境中稳定工作。水泥行业减速机需加强密封设计,防止粉尘侵入,箱体表面需进行耐磨防腐处理,润滑油需选用抗磨性好、耐高温的型号。定期维护时需重点清理散热片和过滤器,确保散热良好,延长设备使用寿命。无锡蜗杆减速机价位

- 杭州直交轴减速机价格表 2026-04-26
- 江苏齿轮箱价钱 2026-04-25
- 苏州伺服减速机哪里买 2026-04-25
- 杭州蜗杆减速机有哪些 2026-04-25
- 杭州减速机厂家直销 2026-04-24
- 上海伺服减速机怎么选 2026-04-24
- 无锡直角轴减速机哪家好 2026-04-24
- 摆线针轮减速机维修哪家强 2026-04-24