生产下线NVH测试的合规性要求是企业生产的基本准则,需严格遵循国家及行业相关标准,确保测试工作合法合规、测试结果真实有效。企业需建立完善的测试管理制度,明确测试流程、测试标准、责任分工,确保每一辆车辆的测试过程都有记录可追溯。同时,需定期接受行业监管部门的检查,及时整改测试过程中存在的问题,确保测试工作符合合规要求。此外,企业还可结合自身产品特点,制定高于行业标准的企业内部测试标准,进一步提升产品质量,增强市场竞争力。每次生产下线 NVH 测试的完整数据都会归档留存,为后续电机装配工艺优化提供可靠的参考依据。南通生产下线NVH测试集成

在汽车量产过程中,生产下线NVH测试体系的高效性直接关系到产线产能与产品质量的平衡,质量的测试方案能够实现与生产节拍的无缝衔接。传统下线NVH测试方式流程繁琐、检测效率低下,易造成产线拥堵,影响量产进度,而现代化的下线NVH测试系统通过优化检测流程、提升数据处理速度,可在短时间内完成单台车的***检测,确保检测环节与总装产线节拍同步。这种高效的测试模式,既避免了因检测滞后影响产能,也实现了对每台车的严格质量管控,真正达成了量产效率与产品品质的双向提升。宁波交直流生产下线NVH测试振动生产下线 NVH 测试的报告需详细记录测试时间、设备编号、各项指标数值及判定结果,便于追溯。

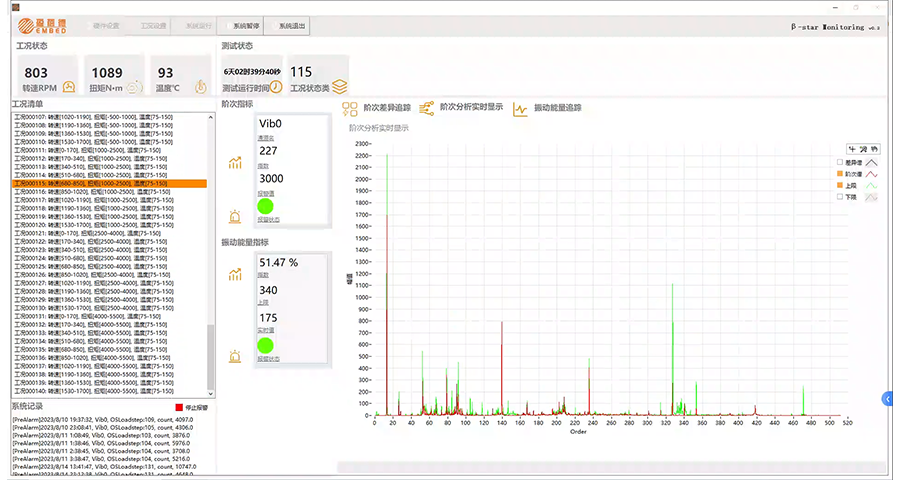
生产下线NVH测试中的故障诊断与追溯机制是保障车辆质量的重要环节,能够实现对NVH不合格车辆的快速定位与问题解决。当测试发现车辆NVH性能不达标时,系统会自动记录相关测试数据、车辆识别代码(VIN)、测试时间等信息,形成完整的测试档案。技术人员可根据这些信息,结合故障诊断**系统,对可能导致NVH问题的部件进行逐一排查。例如,若振动数据显示特定频率的振动异常,可通过模态分析确定振动源所在的部件;若噪声数据显示高频噪声超标,可通过麦克风阵列定位噪声产生的具**置。同时,通过追溯机制,可对同一批次、同一型号的车辆进行统计分析,若发现共性NVH问题,可及时反馈给研发部门,对生产工艺或零部件设计进行优化改进,从源头解决问题,提升整体产品质量。
生产下线NVH测试环境控制技术,是保障测试结果准确性的基础技术,其**是通过对测试环境的噪声、振动、温度、湿度等参数的精细控制,规避外界干扰,确保测试数据能够真实反映产品的声振性能。测试工位需采用专业的隔音、隔振设计,搭建隔音屏障,减少生产车间冲压、焊接、装配等环节的噪声干扰,将环境噪声控制在35dB以下;地面采用隔振材料铺设,避免地面共振传递至测试设备与被测产品,影响振动测试数据。同时,将测试环境温度控制在15-35℃,湿度控制在40%-60%,避免温度、湿度变化影响传感器精度与产品部件性能,进而导致测试结果失真。此外,测试工位需划分专属区域,避免人员走动、设备运行等人为干扰,确保测试过程的稳定性,为生产下线NVH测试提供可靠的环境保障,确保测试结果的准确性与一致性。生产下线 NVH 测试会采集电机定子、转子、轴承等部件的振动数据,结合噪声频谱判断电机工况是否正常。

底盘系统NVH测试主要检测车辆底盘部件的装配质量,重点关注悬挂系统、转向系统、制动系统的噪声与振动表现,是保障车辆行驶稳定性与舒适性的重要环节。测试时,车辆处于静态或低速行驶状态,通过传感器采集悬挂弹簧、减震器、转向机等部件的振动数据,同时***底盘部位是否存在异响。若悬挂系统出现异常振动,可能是减震器装配松动、弹簧弹性不足所致;转向系统异响则可能与转向拉杆、球头装配偏差有关。测试过程中,工作人员需仔细排查每一个底盘部件,确保无装配缺陷,避免车辆行驶过程中因底盘问题产生噪声或振动,影响行车安全。生产下线 NVH 测试的测试时长需严格控制在 3-5 分钟内,匹配流水线高效生产节奏。宁波交直流生产下线NVH测试方案
智能化检测设备的应用,让生产下线 NVH 测试的效率提升 30% 以上,同时降低了人工判断的误差率。南通生产下线NVH测试集成
量产车型生产下线NVH测试的一致性管控至关重要,需确保每一辆车辆的NVH性能保持稳定,避免出现批次性质量问题。管控过程中,需建立标准化的测试流程,统一测试设备、测试工况、标准阈值,确保测试结果的可比性。同时,定期对测试设备进行校准,对测试人员进行专业培训,规范操作流程,减少人为误差。此外,需对测试数据进行统计分析,跟踪不同批次车辆的NVH测试结果,若出现数据波动过大、不合格率上升等情况,需及时排查生产装配环节的问题,优化装配工艺,确保量产车辆NVH性能的一致性。南通生产下线NVH测试集成