- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
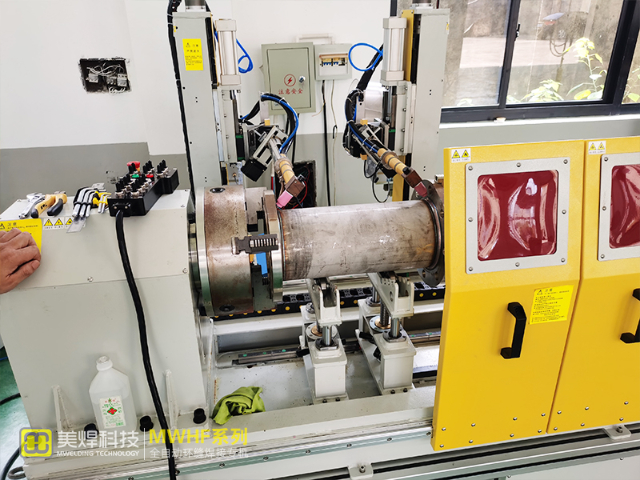
小批量多品种生产的快速切换能力
美焊MWHF系列环缝焊接专机具备小批量多品种生产的快速切换能力,通过多组焊接程序存储、快速换模设计,实现不同规格、不同材质环形工件的快速切换生产,切换时间缩短至5分钟以内。设备支持30组以上焊接程序存储,针对不同品种工件的焊接参数可预先设定并命名,切换时才需一键调用;夹具采用快速换模结构,可更换不同规格的夹持组件,适配不同直径的环形工件。在某机械配件厂的小批量多品种生产中,该系列设备每天可切换8-10种不同规格的环形工件焊接,生产效率较传统设备提升3倍,有效解决了小批量生产中频繁换型导致的效率低下问题,体现了设备的灵活适配性。 高海拔≤3000m 环境适配,氩气流量补偿,焊缝合格率稳定。北京自动环缝焊机供应商

美焊 MWHF 系列环缝焊接专机在批量生产中展现出智能化焊接能力,通过自动化智能控制与标准化焊接流程,确保每一件产品的环形焊缝质量保持一致。设备的重复定位精度高达 ±0.05mm,焊接参数(电流、电压、填丝速度等)的控制精度在 ±1% 以内,避免了人工焊接中因技能差异、疲劳等因素导致的焊缝质量波动。在某压力容器批量生产项目中,该系列设备连续焊接 50 台同规格压力容器的环形焊缝,经检测所有焊缝的熔深偏差≤0.2mm,外观成型均匀一致,缺陷率为 0.3%,远低于人工焊接的 5% 缺陷率。这种质量一致性优势对于规模化生产企业至关重要,减少了后续质检与返修成本,还能提升企业的品牌口碑,增强市场竞争力,体现了美焊科技在自动化焊接设备质量控制方面的技术实力。北京自动环缝焊机供应商预留无损检测接口,可与超声、射线检测设备联动,实现自动检测。
焊接后的焊缝自动打磨适配
美焊MWHF系列环缝焊接专机可适配自动焊缝打磨设备,形成“焊接-打磨”一体化作业流程,自动去除焊缝表面的焊渣、飞溅与余高,满足工件后续装配或外观要求。设备的控制系统可与自动打磨设备联动,根据焊接焊缝的位置与尺寸,预设打磨轨迹与打磨力度,焊接完成后自动启动打磨程序,打磨后的焊缝表面粗糙度Ra≤3.2μm,无需人工二次处理。在锅炉筒体对接焊接中,“焊接-打磨”一体化流程使单条焊缝的处理时间缩短50%,且打磨质量均匀,避免了人工打磨中因力度不均导致的焊缝损伤。这种一体化适配能力与美焊堆焊设备的后续加工适配逻辑一致,均能助力客户优化生产流程,减少工序衔接时间,提升整体生产效率。
多道环形焊缝的连续焊接能力
美焊MWHF系列环缝焊接专机具备多道环形焊缝连续焊接功能,通过预设焊接程序与轨迹规划,可自动完成同一工件上多个环形焊缝的连续焊接,无需操作人员中途干预,大幅提升生产效率。设备支持焊缝顺序设定、焊接参数分段调整,针对不同位置的环形焊缝(如筒体上下端对接缝、管板多圈环缝),可分别设定对应的焊接电流、填丝速度与氩气流量,确保每一道焊缝的质量达标。在换热器管板焊接中,设备可连续完成10圈以上的环形焊缝焊接,单块管板焊接时间较人工缩短80%,且焊缝间距均匀,避免了人工焊接中因频繁调整导致的焊缝偏移。这种连续焊接能力特别适用于批量生产中的复杂环形工件,减少了设备停机与参数调整时间,助力企业实现高效规模化生产。 无缝适配烟尘净化设备,废气排放浓度低于 10mg/m³,符合环保标准。
焊接耗材的节约与成本控制
美焊MWHF系列环缝焊接专机通过精细的参数控制与工艺优化,有效节约焊接耗材(焊丝、氩气),降低生产成本。设备的填丝速度与焊接电流精细匹配,避免焊丝过度消耗,相比人工焊接可节约15%-20%的焊丝用量;氩气流量根据焊接工况智能调节,避免常量供应造成的浪费,氩气消耗降低10%以上。在某换热器生产企业的年度统计中,使用该系列设备后,单台设备每年可节约焊丝500kg、氩气80瓶,直接降低耗材成本3万余元。这种成本控制优势与美焊堆焊设备的熔敷效率优化理念一致,均通过技术手段在保障质量的同时降低运行成本,为客户创造更大的经济效益。 层间温度控制≤150℃,减少焊接应力,避免厚壁焊缝裂纹。山东全位置环缝焊机操作
防冻冷却液适配低温环境,避免管路结冰,保障冬季作业。北京自动环缝焊机供应商
高温环境下的稳定运行设计
美焊MWHF系列环缝焊接专机具备高温环境稳定运行能力,可在45℃以下的高温车间环境中连续作业,通过优化散热结构与元器件选型,确保设备性能不受高温影响。设备的电气控制柜配备强制散热风扇与温度传感器,当柜内温度超过40℃时自动启动风扇散热,保持电气元件在适宜温度下工作;循环水冷系统的冷却能力提升至2kW,可有效应对高温环境下焊接热量增加的情况,避免焊枪过热。在某南方夏季无空调车间的生产中,该系列设备在42℃的环境下连续运行8小时,焊接精度与常温环境保持一致,未出现任何故障,展现了其在高温环境下的可靠运行能力,满足不同气候条件下的生产需求。 北京自动环缝焊机供应商
- 重庆堆焊环缝焊机品牌排行 2026-05-03
- 江西环缝焊机 2026-05-03
- 江苏全位置环缝焊机操作 2026-05-03
- 四川热丝堆焊环缝焊机厂家电话 2026-05-03
- 江西热丝堆焊环缝焊机供应商 2026-05-03
- 山东全位置环缝焊机订制价格 2026-05-02
- 四川热丝堆焊环缝焊机供应商 2026-05-02
- 安徽自动环缝焊机厂家 2026-05-02
- 江苏堆焊环缝焊机厂家 2026-05-02
- 辽宁环缝焊机厂家 2026-05-02
- 上海环缝焊机 2026-05-01
- 河南环缝焊机批量定制 2026-05-01



