- 品牌
- ENRX,易孚迪
- 牌号
- Weldac
- 材质
- 碳素管,合金管
- 涂层
- 镀锌管,镀铬管
- 截面形状
- 矩形管,方管,圆管
- 连接方式
- 焊接式
- 加工定制
- 是
- 是否进口
- 是
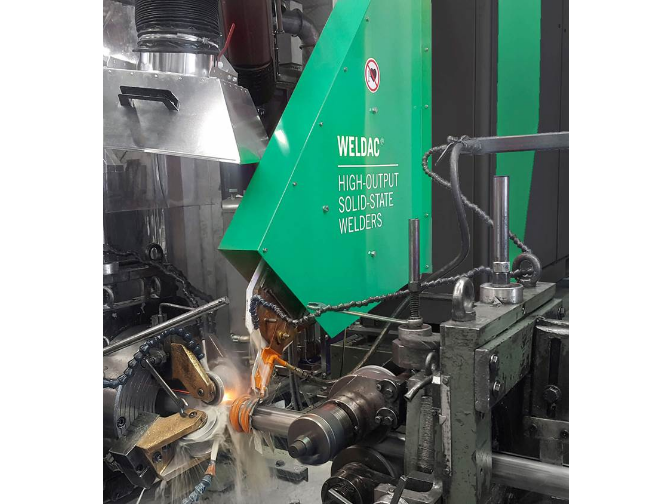
化工行业用的管材对焊缝的密封性要求很高,一旦焊缝存在缺陷,就容易出现泄漏,引发安全问题,所以对焊接质量的要求比普通管材更高。Weldec 高频感应焊管焊接出来的焊缝熔合均匀,缺陷少,密封性好,能满足化工行业管材的焊接要求。易孚迪感应设备(上海)有限公司的这款设备,焊接参数稳定,每一段焊缝的焊接质量都能保持一致,减少了焊缝缺陷产生的概率,能通过化工行业管材的密封性压力测试,帮助管材生产企业拿到相关的资质认证,进入化工管材供应市场,拓展业务范围。直缝焊管作为一种重要的钢管产品,具有广阔的市场前景。国产 Weldec中频接触焊管
高频感应焊管机的操作难度适中,得益于其自动化控制和用户友好界面。现代设备通常配备触摸屏控制系统,可预设焊接参数(如功率、速度、压力),并实时显示运行状态。操作人员只需接受基础培训(约40小时),即可掌握开机、参数调整及故障排查技能。易孚迪的设备进一步简化操作流程,其智能控制系统可自动识别管材规格,并推荐好的焊接参数。此外,设备配备安全联锁装置,如过载保护、紧急停机按钮及防护门,确保操作安全。公司还提供远程技术支持服务,通过互联网实时诊断设备问题,减少现场维护需求。作为ENRX集团在中国的技术基地,易孚迪定期举办操作培训课程,帮助客户提升技能水平,确保设备高效运行。镀锌管中频焊管机直缝焊管机可以通过在线检测和质量控制来确保生产的焊管质量。

不同直径、不同壁厚的管材焊接,对设备功率有不同要求,功率不足会导致焊接熔透深度不够,焊缝强度不达标,功率过剩又会造成能源浪费,增加生产成本。高中频感应焊管设备提供多种功率选择,能覆盖不同规格管材的焊接需求,企业可以根据自身生产的产品类型选择对应功率型号,避免功率不合适带来的问题。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,功率范围从50千瓦到2200千瓦,能满足从小直径薄壁管到大直径厚壁管的焊接需求,不同生产规模的管材企业都能找到适配的型号,不用为功率不合适发愁。
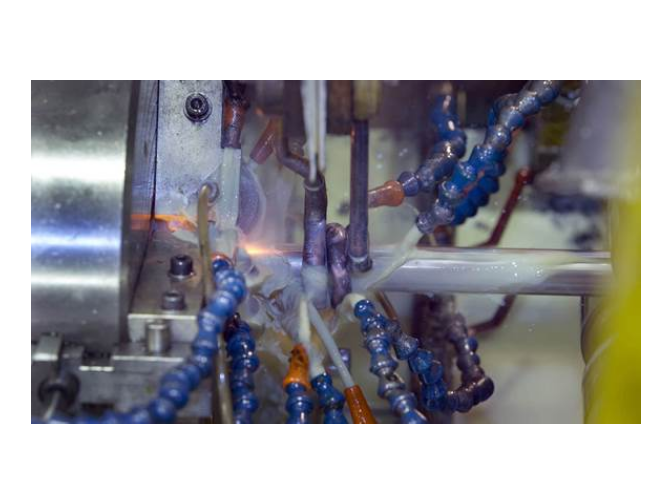
高频感应焊管机利用电磁感应原理,通过高频交变磁场在金属管坯边缘产生感应电流(涡流),电流因电阻产生热量,使管坯边缘迅速升温至熔融状态,随后在挤压辊作用下实现焊缝结合。其重要组件包括高频电源、感应线圈、挤压辊及冷却系统。高频电源将工频交流电转换为高频电流(通常50-400kHz),感应线圈作为能量传输介质,将高频电流转化为磁场,作用于管坯边缘。焊接过程中,需精确控制高频功率、焊接速度及挤压压力,确保焊缝质量。该技术具有加热速度快、热影响区小、焊接效率高等优势,适用于不锈钢、碳钢等多种材质的管材生产。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,专注于感应加热设备的研发与生产,其高频感应焊管机在行业内以高效、稳定著称,广泛应用于全球管材制造领域。随着新兴产业的快速发展,直缝焊管在新材料、新能源等领域的应用前景广阔。

焊接环节的能耗占管材生产总能耗的比例很高,降低焊接能耗就能有效降低管材生产的综合成本,提升企业的利润空间。Weldec 高频感应焊管作为固态高频感应焊接设备,能源利用率比传统焊接设备更高,能有效降低焊接能耗,帮助企业控制生产成本。易孚迪感应设备(上海)有限公司优化了设备的感应线圈与电路设计,减少了无用的功率损耗,把更多能源用到焊接加热上,进一步提升了能源利用率。长期使用下来,节省的电力成本十分可观,能帮助企业提升生产的整体利润,符合现在绿色节能生产的发展方向。在高频焊管的焊接过程中无需使用焊剂和填充材料。智能化焊管设备
易孚迪(ENRX)的Weldac 焊管机的维修和保养方便,减少停机时间和生产损失。国产 Weldec中频接触焊管
不同行业对管材的尺寸规格有不同要求,管材生产企业经常需要切换不同尺寸的管材生产,换型效率直接影响企业的接单能力,换型慢就会耽误生产进度,增加生产成本。Weldec 高频感应焊管针对换型场景做了专门优化,感应器换型只需几秒钟的时间,换型完成后频率会根据每一个管的尺寸自动调整,不需要人工反复调试,缩短了换型时间。易孚迪感应设备(上海)有限公司的这款设备,从设计上提升了多规格生产的灵活性,不管是固定尺寸大批量生产,还是多尺寸小批量生产,都能很好适配,帮助企业快速完成换产,承接更多不同规格的订单,提升整体生产收益。国产 Weldec中频接触焊管
高频感应焊管机的焊接速度因材质、管径及厚度而异,通常可达每分钟10-200米。例如,薄壁碳钢管(壁厚1-3mm)焊接速度可达150-200米/分钟,而厚壁不锈钢管(壁厚5-10mm)速度可能降至10-30米/分钟。速度提升的关键在于高频电源的功率密度和感应线圈的设计。易孚迪的设备采用先进的IGBT逆变技术和SiC电源技术,可将工频电转换为高频电流,减少能量损耗,提高加热效率。同时,其感应线圈采用水冷铜管设计,优化磁场分布,确保管坯边缘均匀加热。此外,焊接速度还受挤压辊压力和冷却系统影响,过快可能导致焊缝未熔合,过慢则增加氧化风险。易孚迪通过仿真软件和现场测试,为客户提供好的工艺参数,确保速度与...
- 挪威 Weldec中频双功能焊管 2026-05-03
- 石油管道焊管自动化线 2026-05-03
- 高频感应焊管电源 2026-05-03
- Weldec中频感应焊管焊缝正火及退火电源 2026-05-03
- 铜管高频焊管生产线 2026-05-02
- 进口 Weldec中频接触焊管 2026-05-02
- 高频直缝感应焊管装置 2026-05-02
- 法国Weldec高频感应焊管设备 2026-05-02
- 国产 Weldec中频接触焊管 2026-05-02
- Weldec高频感应焊管焊缝退火机 2026-05-02


- EFD INDUCTION高频双功能焊管 2026-05-02
- 磁性钢焊管装置 2026-05-02
- 冷弯型钢高频焊管设备 2026-05-02
- EFD INDUCTION Weldec高频感应焊管机 2026-05-02
- Weldec中频感应焊管全管体退火装置 2026-05-02
- ENRX Weldec中频双功能焊管设备 2026-05-01



- 冰箱铝管感应钎焊设备 05-03
- 挪威 Weldec中频双功能焊管 05-03
- Sinac智能化感应钎焊机床 05-03
- 美国感应钎焊机床 05-03
- EFD钎焊生产线 05-03
- SiC钎焊电源 05-03
- 家用冰柜管路感应钎焊生产线 05-03
- 家用空调不锈钢管感应钎焊电源 05-03
- 低压电器银触点钎焊 05-03
- 石油管道焊管自动化线 05-03