- 品牌
- 定川机电
- 型号
- 齐全
- 额定功率
- 1.4kw,1.5kw,750W,7.5kw
- 额定电压
- 220V
- 额定电流
- 3.7A,2.83A,3.8A,7.5A
高压氧舱的压力测试分为静态压力测试与动态压力测试,多方面检验舱体的承压能力与密封性。静态压力测试时,将舱体密封,向舱内注入压缩空气,使舱内压力达到设计压力的1.5倍,保持压力60分钟,通过压力传感器实时监测压力变化,同时采用超声波泄漏检测仪检测舱体各部位是否存在泄漏。若压力下降值不超过0.02MPa,且无泄漏点,则静态压力测试合格。动态压力测试模拟产品实际使用过程中的加压与减压循环,设定加压至1.2倍设计压力,保压10分钟,随后减压至常压,保压5分钟,如此循环10次。循环过程中,监测舱体的压力变化、结构变形情况以及密封系统的密封性能。多端控制模式,支持多种设备连接,操作灵活,适应不同使用场景。浙江高压氧舱研发

高压氧舱的密封胶条安装工艺需严格把控,确保密封性能稳定。密封胶条的安装首先需根据舱体密封槽的尺寸裁剪胶条,裁剪时采用配套的裁剪工具,确保切口平整,长度精确,胶条接头处采用45°斜接方式,便于拼接紧密。拼接时,在接头处涂抹配套的粘接剂,粘接牢固,避免出现缝隙。安装胶条时,先将胶条一端固定在密封槽内,随后沿密封槽缓慢推进,同时用配套工具将胶条压实,确保胶条与密封槽紧密贴合,无凸起、无扭曲。安装完成后,检查胶条的安装状态,确保无松动、无脱落风险。陕西双人高压氧舱多重净化系统,确保空气质量,提供更健康的理疗环境。
高压氧舱的生产过程质量管控贯穿从原料进场到成品出厂的每一个环节,确保产品质量稳定可靠。企业建立完善的质量管控体系,设立专门的质量检测部门,配备专业的检测人员与先进的检测设备。原料进场时,对所有原材料进行严格检测,不合格原料严禁进入生产环节。生产过程中,对关键工序设立质量控制点,如材料预处理、焊接、密封装配、系统调试等,检测人员实时监控生产过程。成品总装完成后,进行全方面的成品检测,所有检测项目合格后方可出厂。
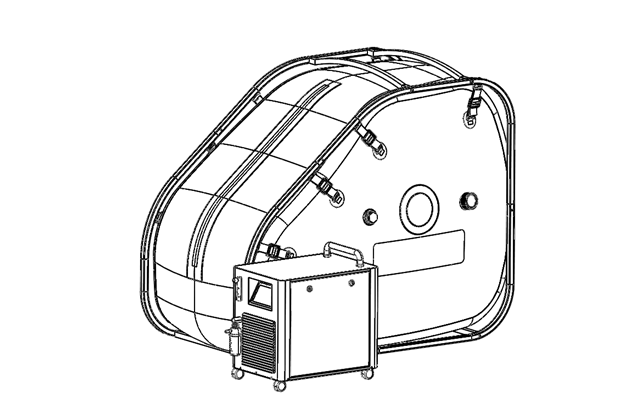
高压氧舱具备便携移动功能,部分型号设计紧凑、重量适中,配备可调节脚轮,方便用户根据使用需求移动设备,适配不同使用场景。脚轮采用强度较高尼龙材质,承重能力强、耐磨,转动灵活,可在平整地面上自由移动,移动过程中不会损坏地面,同时脚轮具备锁定功能,设备放置稳定后,可锁定脚轮,防止滑动。设备的体积设计合理,可轻松放入家庭卧室、客厅、康复室等空间,无需专门的安装场地,移动便捷,满足用户在不同位置吸氧的需求,提升设备的实用性。微高压氧具有美容养颜的作用,适合追求健康的人群。

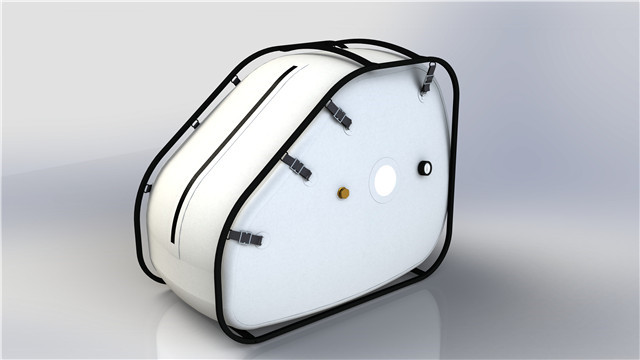
高压氧舱的舱体成型加工采用数控折弯与精密焊接相结合的工艺,全力保障舱体结构的密封性与稳定性。首先,经过预处理的铝合金坯料通过数控折弯机进行精确折弯,设备可根据预设的结构参数自动调整折弯角度与力度,确保舱体各部件的折弯精度,折弯误差控制在±0.5°以内。折弯成型后的部件进入焊接环节,采用氩弧焊工艺进行焊接,该工艺焊接温度稳定,焊缝成型美观,且能有效减少焊接过程中产生的氧化杂质。焊接操作人员需经过专业培训并持证上岗,焊接过程中通过实时监控设备观察焊缝成型情况,避免出现虚焊、漏焊等缺陷。焊接完成后,对焊缝进行无损检测,采用超声波检测技术排查内部缺陷,确保焊缝强度符合设计要求。随后对舱体进行整体整形,通过配套模具校准舱体尺寸,保证舱体的圆度与直线度,避免因结构变形影响后续密封性能。模块化设计,氧舱内外配置可自由组合,满足个性化需求。高海拔高压氧舱供应商
大自由舒展空间,适合各种体的位需求,理疗过程更舒适。浙江高压氧舱研发
高压氧舱的舱体加强结构设计与加工旨在提升舱体的抗压性能,确保产品使用安全。加强结构采用铝合金型材焊接在舱体内部,形成网状加强筋,加强筋的间距根据舱体直径与设计压力确定,通常为300-500mm。加强筋与舱体壁板的焊接采用角焊工艺,焊缝饱满,强度高。焊接完成后,对焊缝进行打磨处理,确保表面平整,无凸起。加强结构加工完成后,进行舱体抗压性能测试,将舱内压力提升至设计压力的1.5倍,保持压力60分钟,舱体无变形、无焊缝开裂等现象。浙江高压氧舱研发
- 山东多媒体高压氧舱 2026-05-04
- 微高压氧舱运动恢复 2026-05-04
- 重庆软体高压氧舱 2026-05-04
- 多媒体高压氧舱原理 2026-05-04
- 广西二十人高压氧舱市价 2026-05-04
- 天津二十人高压氧舱现货直发 2026-05-04
- 湖南便携式高压氧舱批发 2026-05-04
- 中老年高压氧舱运动恢复 2026-05-04
- 微高压氧舱研发 2026-05-04
- 贵州影音高压氧舱 2026-05-04
- 深圳便携式高压氧舱市价 2026-05-04
- 深圳高压氧舱压力 2026-05-04