转子注塑磁的注塑成型工艺需严格控制各环节参数,确保产品质量稳定。首先是原料预处理,磁粉易吸潮,需在80-120℃下干燥2-4小时,去除水分,避免成型时产生气泡;磁粉与基体混合采用双螺杆挤出机,控制螺杆转速300-500r/min、挤出温度(尼龙6为220-240℃,PPS为300-320℃),确保混...
注塑磁基本参数
- 品牌
- ABM磁
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 深圳市
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
注塑磁企业商机
转子注塑磁的注塑成型工艺需严格控制各环节参数,确保产品质量稳定。首先是原料预处理,磁粉易吸潮,需在80-120℃下干燥2-4小时,去除水分,避免成型时产生气泡;磁粉与基体混合采用双螺杆挤出机,控制螺杆转速300-500r/min、挤出温度(尼龙6为220-240℃,PPS为300-320℃),确保混合均匀,制成磁粉含量稳定的颗粒料。其次是注塑参数控制,模具温度需匹配基体材质(尼龙6模具温度60-80℃,PPS模具温度120-150℃),温度过低易导致结晶不均,影响结构强度;注塑压力控制在80-120MPa,压力过高可能导致模具溢料,过低则填充不饱满;保压时间10-30秒,确保转子致密性(密度偏差≤0.1g/cm³)。结尾是后处理环节,成型后的转子需在120-150℃下退火1-2小时,消除内应力,减少变形;随后进行充磁处理,采用多极充磁模具,根据设计磁极数量(如8极)调整充磁电流(通常1000-3000A),确保磁极分布均匀,表面磁强偏差≤5%。注塑磁在结构设计阶段即可参与整体规划,有助于缩短产品开发周期。磁转子注塑定制

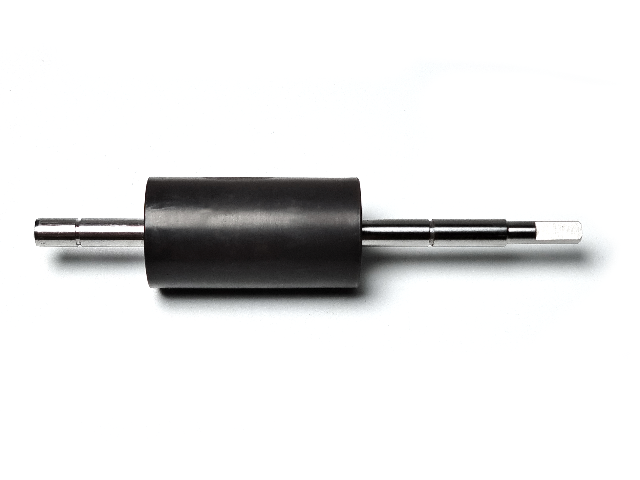
搭载转子注塑磁的设备,在实际使用中呈现出三大明显优势。其一为轻量化,相较于传统金属转子,转子注塑磁以高分子材料为基体,重量降低30%以上,使得手持吸尘器等设备整体重量减轻,提升使用便捷性。其二为低噪音,由于采用一体化结构设计,转子注塑磁不存在传统转子磁钢拼接产生的摩擦与松动问题,运行过程中振动幅度小,如空调室内风机运行时噪音可控制在较低水平,提升使用舒适度。其三为高耐用性,一体化结构避免了磁钢脱落的风险,减少设备故障概率,如微波炉转盘电机中的转子注塑磁,可长期维持稳定运行状态,降低维修频率,延长设备使用寿命。冷却风扇用水泵磁铁转子供应商在批量制造环境下,注塑磁可保持尺寸一致性,利于标准化装配。

别看转子注塑磁是一个整体,其实它主要由两部分重心材料构成,就像“馅料”和“外皮”的关系。一部分是“磁性粉末”,这是它能产生磁场的关键,常见的有两种:一种是铁氧体磁粉,成本低、耐温性不错,适合对磁性要求不高的普通设备;另一种是钕铁硼磁粉,磁性更强,能让转子传递更大的力,但价格稍高,用在需要动力足的设备里。第二部分是“高分子基体”,相当于把磁性粉末包裹起来的“骨架”,通常是尼龙、PPS这类塑料材料。它的作用是把磁性粉末固定住,让转子有稳定的形状和结构强度,还能保护磁性粉末不被潮湿、灰尘损坏。除了这两部分,还会加一点点“助剂”,比如让磁性粉末和塑料结合更紧密的偶联剂,以及让注塑过程更顺畅的润滑剂,不过这些助剂含量很少,主要还是靠磁性粉末和高分子基体发挥作用。
转子注塑磁的原料由磁性粉末、高分子基体、助剂三部分组成,配方设计需精细平衡磁性能与注塑成型性。磁性粉末是重心功能成分,主流选用钕铁硼磁粉(高磁能积,(BH)max可达80-120kJ/m³)或铁氧体磁粉(成本低、耐温性好,适用于中低磁性能需求),添加比例通常为60%-85%,比例越高磁性能越强,但会降低原料流动性,需通过实验确定较优值(如钕铁硼磁粉75%+尼龙625%的组合,兼顾磁强与流动性)。高分子基体选用热塑性树脂,尼龙6/66适用于常温场景(工作温度≤100℃),PPS(聚苯硫醚)适用于高温场景(工作温度≤200℃),其作用是包裹磁粉并赋予转子结构强度,需确保与磁粉的相容性,避免成型时出现分层。助剂包括偶联剂(如硅烷偶联剂KH-550,添加量0.5%-1%)、润滑剂(如硬脂酸锌,添加量1%-2%),偶联剂可提升磁粉与基体的结合力,减少磁粉脱落,润滑剂则改善原料流动性,避免注塑时出现缺料、气泡等缺陷。当产品对抗冲击性能提出要求时,尼龙基注塑磁能提供结构支撑。
通过与常见物品类比,可更清晰地理解转子注塑磁的重心属性。从结构来看,其一体化特性类似夹心饼干——磁性粉末作为“夹心”提供磁性功能,高分子塑料作为“外皮”形成结构支撑,二者紧密结合为整体,区别于传统转子“金属底座+磁钢片”的拼接式结构,避免了部件分离风险。从生产工艺来看,其注塑成型过程与模具制作果冻的原理相似:将熔融状态的磁粉塑料混合物注入定制模具,冷却后形成固定形状的转子毛坯,无需传统转子的多步组装工序,简化生产流程。从重量特性来看,转子注塑磁如同塑料杯替代金属杯,在保证基础功能的前提下,明显降低重量,适配设备轻量化需求。注塑磁的应用范围涵盖电子、汽车及家电等多个行业领域。磁转子注塑定制
通过结构一体化设计,注塑磁可以与其他塑料部件实现同步成型。磁转子注塑定制
在水泵铁氧体的安装与使用过程中,需关注多项注意事项,以确保水泵稳定运行,延长铁氧体部件寿命。安装时,首先需确保铁氧体转子与电机转轴的同轴度(偏差≤0.1mm),若同轴度不佳,会导致转子旋转时偏心,增加摩擦损耗,甚至引发电机噪音与铁氧体开裂;其次,安装烧结铁氧体磁钢时,需使用适配的粘结剂(如环氧胶)固定,粘结前需清洁磁钢与转子铁芯表面油污、灰尘,确保粘结牢固,避免水泵运行时磁钢脱落;结尾,安装后需检查铁氧体与定子线圈的间隙(通常为0.5-1mm),间隙过大则磁损耗增加,导致水泵电机效率下降,间隙过小则可能出现转子与定子摩擦,损坏铁氧体。使用时,需避免水泵干运行(无液体输送时运行),干运行会导致电机温度骤升,超过铁氧体耐温上限(150℃),引发磁性能衰减;同时需定期检查水泵密封状况,防止水渗入电机内部接触铁氧体,虽铁氧体耐潮湿,但长期浸泡仍可能影响粘结剂性能,导致磁钢松动;此外,若水泵出现转速下降、流量减少,需及时检查铁氧体磁性能,若磁强衰减超过20%,需更换新的铁氧体部件。磁转子注塑定制
与注塑磁相关的文章
磁转子注塑定制
- 弧形磁转子注塑供应商 2026-05-04
- 轴承组装磁转子注塑批发 2026-05-04
- 8极注塑磁铁水泵转子多少钱 2026-05-04
- 环形注塑铁氧体 2026-05-04
- 方块电机注塑磁转子批发 2026-05-03
- 轴承组装水泵转子磁转子生产厂家 2026-05-03
- 破壁机用注塑磁环厂家电话 2026-05-03
- 饮水机用水泵磁力传动报价 2026-05-03
- 特殊镀层PPS注塑磁生产厂家 2026-05-02
- 电机用注塑钕铁硼多少钱 2026-05-02
- 耐腐蚀注塑磁磁环多少钱 2026-05-01
- 马鞍波转子注塑磁供应商 2026-05-01
与注塑磁相关的产品

与注塑磁相关的新闻
-
特殊镀层水泵磁力传动批发 2026-04-30 06:04:38电机注塑磁转子的性能由重心材料决定,主要包含磁性粉末、高分子基体及少量助剂。磁性粉末分为铁氧体与钕铁硼两类:铁氧体磁粉成本低、耐温性较好(长期耐温100-150℃),磁性能适中,适合普通家电电机;钕铁硼磁粉磁能积高,能提供更强转矩,适配汽车电子、工业伺服电机等不错场景,但成本较高,常规型号长期耐温8...
-
注塑磁体 2026-04-29 22:04:25与传统电机转子(叠片式、烧结磁钢粘贴式)相比,电机注塑磁转子优势明显。一是结构集成度高:传统粘贴式转子需先做金属铁芯,再贴磁钢,工序繁、易脱落;注塑磁转子一体化成型,无需组装,还能直接做复杂槽型,适配电机小型化。二是轻量化效果好:传统金属铁芯密度7.8g/cm³,注塑磁转子基体密度1.1-1.5g/...
-
饮水机用水泵转子磁铁 2026-04-29 22:04:25电机注塑磁转子依性能差异,适配不同电机与场景,边界清晰。从电机类型看:小型永磁直流电机(如吹风机、电动工具电机)多用铁氧体注塑磁转子,以低成本满足基础动力;无刷直流电机(汽车水泵、工业伺服电机)选钕铁硼材质,靠高磁性能提供高转矩;步进电机(打印机走纸、医疗驱动电机)依赖其精细磁极与成型精度,保障步进...
-
特殊镀层注塑钕铁硼定制 2026-04-28 04:04:52磁性转子的生产制造流程因类型不同略有差异,但重心环节均需严格把控,以保障产品品质。以应用普遍的注塑磁性转子为例,流程分为五步:一步原料制备,将磁性粉末(如铁氧体磁粉)与高分子颗粒(如尼龙)按比例混合,加入偶联剂、润滑剂等助剂,通过双螺杆挤出机加热熔融、混炼,制成均匀的复合颗粒;第二步模具设计与制造,...
与注塑磁相关的问题
新闻资讯
产品推荐
-

哈尔滨N35钕铁硼哪家好
2026-05-04 -
弧形磁转子注塑供应商
2026-05-04 -

轴承组装磁转子注塑批发
2026-05-04 -

北京耐高温钕铁硼批发厂家
2026-05-04 -

北京耐温300度以上钕铁硼供应商
2026-05-04 -
哈尔滨M等级钕铁硼供应商
2026-05-04 -

8极注塑磁铁水泵转子多少钱
2026-05-04 -

环形注塑铁氧体
2026-05-04 -

杭州稀土钕铁硼供应商
2026-05-03