- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
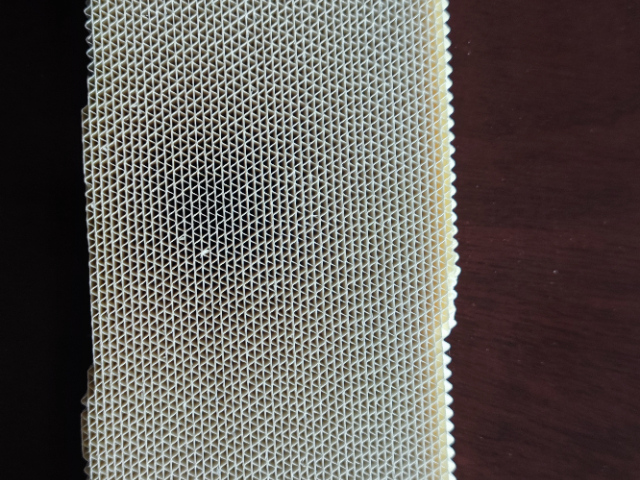
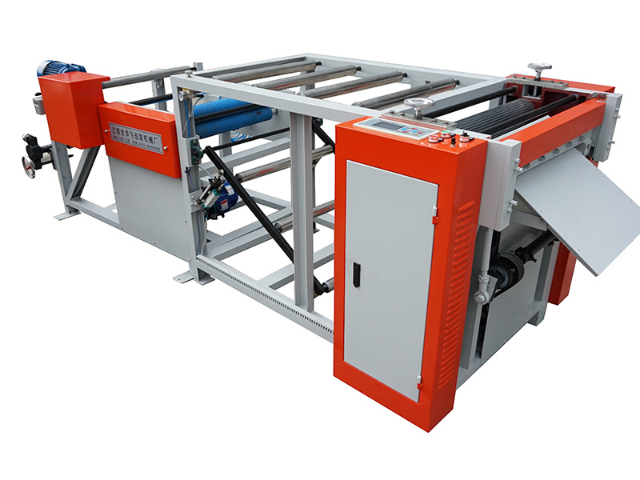
实验研究表明,在相对湿度13%的低湿环境下,基于单面瓦楞的13X分子筛转轮除湿效率可达90%以上,明显高于传统材料。提高吸附均匀性:单面瓦楞结构确保了吸湿剂在载体上的均匀分布,避免了局部过载或吸附不完全的现象。平面侧为支撑面,瓦楞侧为吸附面,这种不对称设计实现了结构稳定性和吸附效率的比较好平衡。在机械性能方面,玻璃纤维纸单面瓦楞表现出明显优势:抗振动与抗疲劳特性:瓦楞结构具有优异的抗振动和冲击能力,能够承受系统启停和风量波动带来的机械应力。这一特性减少了因振动导致的吸湿剂脱落现象,保证了转轮长期稳定运行。热稳定性与抗老化性能:玻璃纤维作为无机材料,不易老化降解,可保证转轮在恶劣工业环境下长期稳定运行。玻璃纤维瓦楞机的出料口设有输送辊道,方便成品板材的收集与堆放。江苏脱硝催化玻璃纤维瓦楞机工艺
玻璃纤维瓦楞机
交通运输领域对玻璃纤维瓦楞制品的需求呈现快速增长态势,主要应用于集装箱、冷藏车、救护车、船舶等交通工具的结构部件。在集装箱制造中,玻璃纤维瓦楞侧板比传统钢板减重40%,且抗海水腐蚀性能优异,使集装箱维护成本降低50%以上。特种车辆如冷藏车采用玻璃纤维瓦楞板作为厢体材料,不仅保温性能好,还能通过模块化设计实现快速定制。在船舶制造领域,双曲面瓦楞结构的玻璃钢舱壁抗压强度比平面结构提高50%以上,且具有不燃特性,符合国际海事组织的安全标准。针对交通运输领域的需求,玻璃纤维瓦楞机多采用缠绕成型和模压成型工艺,可实现复杂形状制品的精细成型,满足不同交通工具的结构要求。江阴SCR玻璃纤维瓦楞机生产厂家高速运转下仍能保持±0.5%的厚度一致性,适用于精密包装领域。

切断系统:切断系统的重心功能是将连续成型的单面瓦楞纸板按照预设的长度进行精细切断,满足后续加工或直接使用的需求。切断方式主要分为机械切断和液压切断两种,机械切断适用于中低速生产线,具有结构简单、维护方便的优势;液压切断适用于高速生产线,切断速度快、精度高,可有效避免因切断不及时导致的产品堆积。现代单面瓦楞机的切断系统配备了高精度伺服控制系统,可通过触摸屏设定切断长度,切断精度误差控制在±1mm以内,同时支持批量切断和单张切断两种模式,适配不同的生产需求。
固化定型:成型后的瓦楞制品进入固化单元,在设定的温度和时间条件下,树脂胶料充分固化,形成牢固的复合结构。固化温度和时间根据树脂类型和产品厚度确定,如普通树脂的固化温度通常为170-180℃,厚壁制品则需要延长固化时间以确保固化充分。5精细切割:固化后的瓦楞制品被输送至切割系统,根据预设尺寸进行精细切割。切割过程中,伺服控制系统实时调节切割速度,确保切割长度的准确性,同时避免切割过程中对产品结构造成损伤。 成品收集:切割后的成品通过收纸机构整齐堆叠,便于后续的打包、贴标和运输。收纸机构的设计充分考虑了产品的堆放稳定性,可根据产品尺寸自动调整堆叠高度和方式,为后续工序做好准备。玻璃纤维瓦楞机生产过程中无废气、废渣排放,符合环保生产标准。
冷却系统的作用是快速降低固化后板材的温度,使其快速定型,避免因高温导致的变形与性能衰减。冷却系统通常采用风冷与水冷相结合的方式,通过冷却辊或冷却风道,对板材进行均匀冷却,确保板材温度快速降至适宜范围,同时保持板材的平整度。收卷系统是生产流程的终点,负责将成型固化后的玻璃纤维瓦楞板材整齐收卷,便于后续的储存、运输与加工。收卷系统同样配备张力控制装置,确保收卷过程中张力稳定,避免板材出现褶皱、拉伸变形等问题,同时可根据需求调整收卷速度与卷径,适配不同规格的收卷需求。此外,玻璃纤维瓦楞机还配备智能化控制系统,作为设备的神经中枢,该系统能够实时监测各模块的运行状态,精细控制温度、压力、速度等关键参数,实现生产过程的自动化与智能化。通过人机交互界面,操作人员可轻松设定生产参数,实时查看生产数据,及时调整生产状态,保障生产的稳定性与高效性。液压压力闭环控制技术,使瓦楞板压合强度提升30%以上。脱硝催化玻璃纤维瓦楞机图片
多工位同步作业设计,同时完成上胶、压合、切割三道工序。江苏脱硝催化玻璃纤维瓦楞机工艺
生产效率的提升是企业降低成本、提升竞争力的关键。现代玻璃纤维瓦楞机通过工艺优化和设备集成,实现了生产效率的大幅提升。在成型工艺上,快速固化技术的应用使胶水固化时间从传统的数十秒缩短至3秒,明显提升了生产线速度。不同机型的生产速度差异较大,普通建筑用瓦楞板生产线速度可达10-15m/min,精密环保模块生产线为保证成型质量,速度通常控制在3-5m/min。在设备集成方面,全自动生产线实现了从原材料输送到成品收集的全流程连续作业,替代了传统的分段式生产,减少了中间环节的等待时间,生产效率提升50%以上。此外,模块化设计理念的应用使设备的维护和调试时间大幅缩短,进一步提升了设备的有效作业率。江苏脱硝催化玻璃纤维瓦楞机工艺
- 江苏三元催化玻璃纤维瓦楞机多少钱 2026-05-08
- 单面玻璃纤维瓦楞机厂家 2026-05-08
- 江苏三元催化玻璃纤维瓦楞机生产工艺 2026-05-08
- 江苏催化剂载体玻璃纤维瓦楞机工艺 2026-05-08
- 江阴陶瓷纤维蜂窝模块玻璃纤维瓦楞机价格 2026-05-08
- 江苏陶瓷纤维蜂窝模块玻璃纤维瓦楞机公司 2026-05-08
- 江苏脱硝催化玻璃纤维瓦楞机工艺 2026-05-07
- 无锡陶瓷纤维蜂窝模块玻璃纤维瓦楞机操作流程 2026-05-07
- 江苏板式催化玻璃纤维瓦楞机直销 2026-05-06
- 无锡脱硫脱硝玻璃纤维瓦楞机生产厂家 2026-05-06
- 江阴三元催化玻璃纤维瓦楞机生产工艺 2026-05-06
- 江阴板式催化玻璃纤维瓦楞机工艺 2026-05-06