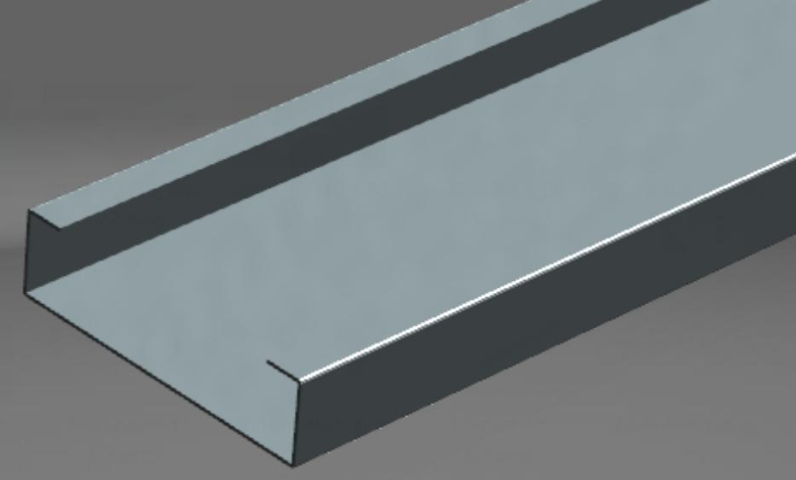
光伏配件的加工过程融合了精密金属成型与表面防护技术,以确保在户外严苛环境下长期稳定运行。主流工艺始于原材料开卷校平,随后根据设计图纸进行数控冲孔、激光切割或辊压成型——例如C型钢导轨通过连续辊压机一次成型,保证全长直线度误差小于1.5mm/m;压块、夹具等复杂件则多采用多工位冲压,实现高效率与尺寸一致性。关键受力部位如螺栓孔周边常做去毛刺与倒角处理,防止应力集中。焊接件(如三角连接件)采用机器人CO₂保护焊,焊缝经打磨后整体热浸镀锌,锌层厚度不低于80微米。铝合金配件则通过挤压加T5时效处理提升强度,并进行阳极氧化着色以增强耐候性。所有工序均在ISO质量管理体系下执行,成品需经过盐雾测试、拉力试验及尺寸抽检。宁波宇达光伏科技有限公司拥有从下料、成型到表面处理的全流程生产线,可按项目需求灵活调整工艺参数,保障配件性能与交付周期。依电缆直径与数量选电缆夹,间距合理,分布均匀。宁波光伏配件安装
面对潮湿、盐雾或工业大气环境,光伏配件的防腐能力直接影响系统寿命。常见做法是在碳钢基材上覆盖热镀锌层,厚度不低于80微米;在腐蚀更严苛的区域,则采用镀铝锌(含55%铝)或锌镍合金电镀层,后者通过阴极保护机制延缓基材氧化。不锈钢配件多选用SUS304材质,适用于近海或化工厂周边项目。所有金属接触面避免异种金属直接搭接,防止电化学腐蚀。安装时,切割或钻孔部位需补涂富锌漆,恢复防护连续性。配件设计尽量减少缝隙和积水区域,降低腐蚀风险。定期巡检中若发现白锈或点蚀,应及时处理。宁波宇达光伏科技有限公司提供多种防腐等级的配件选择,依据环境类别匹配合适表面处理工艺。扬州跟踪光伏配件减震垫吸收振动能量,保护支架与组件免受振动损伤。

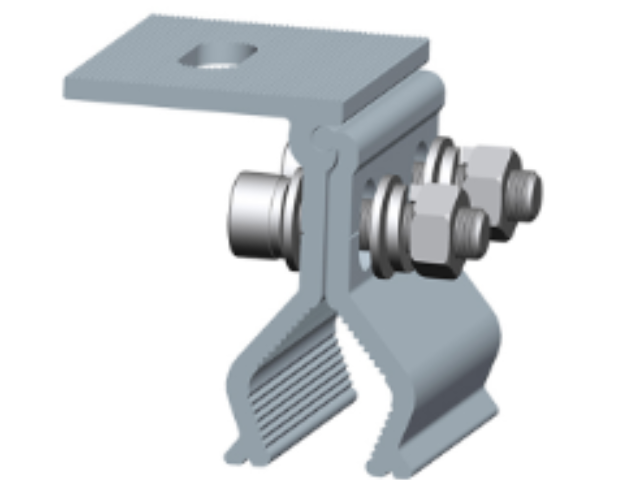
光伏配件更换通常发生在老化锈蚀、结构变形或系统扩容场景中,操作需谨慎以避免损伤组件或屋面。首先断开相关区域直流侧电源,确保作业安全;随后拆除受影响组件,松开压块或夹具螺栓,注意保留可复用的标准件。若为彩钢瓦夹具锈蚀,应选用同型号新品替换,严禁强行撬动以免撕裂瓦楞;水泥屋顶底座若沉降倾斜,需先清理旧配重块,重新找平后再安装新支脚。更换过程中,所有接触面应清洁并涂抹防腐膏,螺栓按原扭矩值紧固。对于BIPV屋面,如M水槽局部破损,可切割受损段后插入同规格新件,搭接处打耐候密封胶。更换后必须复测接地连续性与结构稳定性。建议由原厂或专业团队操作,避免非标替换引发兼容问题。宁波宇达光伏科技有限公司提供配件更换技术支持与备件供应,确保系统恢复后性能如初。
“低压光伏配件”并非指配件本身通电,而是适配于直流侧电压不超过1500V的光伏发电系统。这类配件在电气安全方面需满足绝缘与接地要求——所有金属支架通过接地片连成等电位体,接地电阻控制在10欧姆以内;电缆桥架与线槽设计避免与带电部件直接接触,并留有足够爬电距离。MC4插头等连接器必须通过1500VDC耐压测试,内部端子接触可靠,防止电弧产生。配件安装时,严禁将金属工具遗留在组件背板与支架之间,以免造成短路。在运维阶段,检查接地连续性是常规项目。虽然配件不参与导电,但其布局与固定方式间接影响系统电气安全。宁波宇达光伏科技有限公司提供的配件体系符合低压光伏系统安全规范,配套接地与绝缘方案,支持安全运行。原装光伏配件与光伏主设备的契合度更高,能大程度发挥设备性能,减少后期故障维修的麻烦。

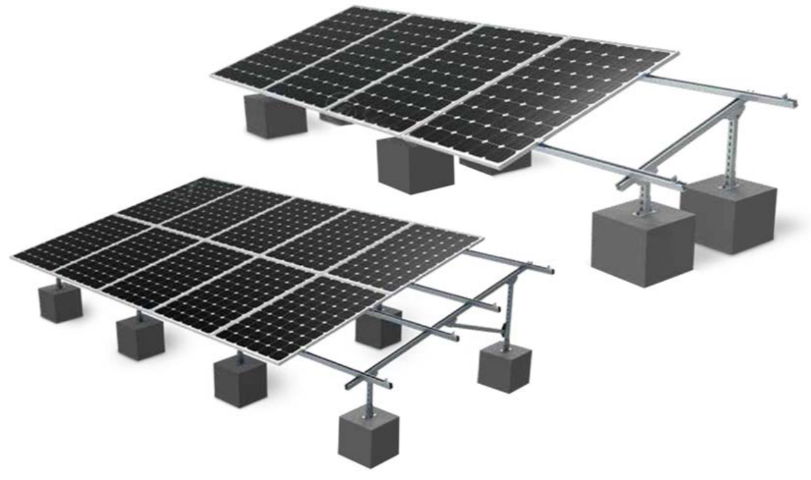
用于BIPV屋面的防水型配件,如M水槽、引水夹具、屋脊盖板,在承担排水功能的同时需承受雪载与施工荷载。其截面经结构加强,底部支撑间距按1.2至1.5米布置,确保在0.35kN/m²雪压下无明显挠曲。搭接部位采用双道折边或密封胶填充,防止雨水倒灌。踏板类配件表面设防滑纹,局部承重可达150公斤,满足运维人员通行需求。抗压能力不只看材料厚度,更依赖整体构造——例如水槽侧壁加设肋筋可提升刚性。安装时需保证基层平整,避免局部悬空导致应力集中。宁波宇达光伏科技有限公司的BIPV配件经过荷载模拟验证,支持在常规气候条件下安全使用。不锈钢光伏配件的标准严格遵循行业规范,优良的不锈钢材质能保障配件长久稳定使用。扬州跟踪光伏配件
光伏配件的各种尺寸要与光伏系统的设计方案匹配,精确的尺寸能提升安装效率和适配度。宁波光伏配件安装
BIPV配件长期暴露于户外,其制造工艺需考虑温度变化、湿度及紫外线影响。金属部件普遍采用热镀锌或镀铝锌处理,锌层厚度不低于80微米;铝合金件经阳极氧化,膜厚10至15微米,提升表面稳定性。焊接部位打磨后整体防腐,避免局部锈蚀。密封胶条选用三元乙丙(EPDM)材质,耐温范围-40℃至+120℃,不易硬化开裂。搭接结构设计留有热胀间隙,防止夏季高温下变形卡死。所有工艺执行依据NB/T10117、GB/T30953等规范,关键节点通过盐雾与高低温循环测试。宁波宇达光伏科技有限公司在BIPV配件生产中纳入环境适应性控制,保障长期使用可靠性。宁波光伏配件安装