- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
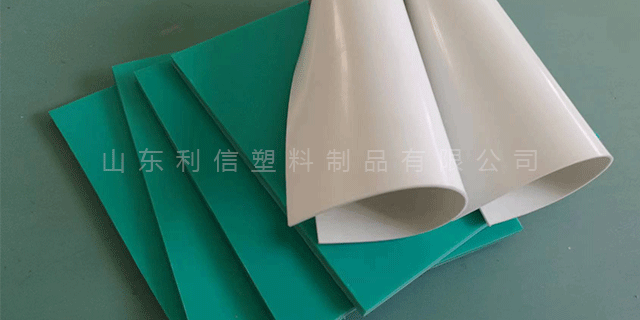
软质PVC板:含增塑剂,柔韧性好,但耐温性较差。其使用温度范围通常为-5℃至+40℃,超过60℃可能导致增塑剂析出,材料变硬或变形。透明PVC板:透光率超73%,厚度上限20mm,耐温性介于硬质与软质板之间,适用温度范围为-20℃至+40℃。当温度低于玻璃化转变温度(Tg,约80℃)时,PVC分子链运动能力明显下降,材料逐渐从高弹态转变为玻璃态。在-15℃以下环境中:未改性PVC:分子链冻结,材料失去弹性,抗冲击性能下降,易发生脆性断裂。增塑PVC:增塑剂可降低Tg,改善低温韧性,但过量增塑剂会导致材料软化,需平衡柔韧性与强度。利信PVC挤出板维卡软化温度90度,满足稀土萃取提纯高温工艺,有效保证提取的纯度。四川PVC塑料板定制
阻燃PVC板,成分与性能:阻燃PVC板通过添加阻燃剂(如氢氧化铝)或采用阻燃PVC树脂,使板材氧指数达45以上,具有自熄性。阻燃PVC板在燃烧时释放少量烟雾,且不产生滴落物,符合建筑防火规范要求。应用场景:阻燃PVC板多用于对防火要求较高的场景,如高层建筑吊顶板、地铁隧道墙板及电缆桥架等。PVC塑料板的硬度可通过增塑剂含量实现精细调控,形成硬质、半硬质、软质三大类,其硬度差异直接决定板材的机械强度与应用场景。硬质PVC板增塑剂含量低于10%,其弹性模量可达1500-3000MPa,拉伸强度超过16MPa,布氏硬度值超过2N/mm²。昆山塑料板定做山东利信主要从事PVC挤出板等板材的研发、生产和销售。
螺杆转速:转速直接影响熔体压力和剪切速率。转速过低会导致熔体流动性差,板材厚度不均;转速过高则可能因剪切过热引发降解。实验表明,螺杆转速在25-35rpm时,板材拉伸强度可达22MPa,断裂伸长率达450%。模具设计:模具流道的光洁度、压缩比及口模间隙直接影响板材尺寸精度。采用渐变式流线型模唇(压缩比1:8-1:10)可降低熔体出口膨胀比,使板材厚度偏差控制在±0.2mm以内。压延成型通过多组旋转辊筒的挤压和延展作用,将PVC混合料压制成薄片。工艺流程包括:原料塑化→压延机辊压→冷却定型→卷取或切割。该工艺适用于生产0.5-3mm厚的薄板,尤其适合需要高表面光洁度的广告板、装饰板。
加工工艺与使用温度平衡,PVC加工需严格控制温度:挤出工艺温度170-190℃,确保塑化完全;注塑工艺温度160-180℃,避免分解产生气泡。PVC的密度、阻燃性与耐化学性是其综合性能的关键,直接影响板材的应用安全与寿命。密度:结构设计与应用效率,PVC密度1.35-1.45g/cm³,发泡PVC密度可降至0.4g/cm³。某物流包装箱采用微发泡PVC板,密度0.6g/cm³,在保持承重20公斤的同时,重量减轻60%,运输成本降低35%。PVC氧指数(OI)达45,UL94垂直燃烧达V-0级,某地铁隧道墙板通过添加氢氧化铝阻燃剂,氧指数提升至55,满足B1级难燃标准。山东利信建立了科学的质量体系制度。
辊筒温度与间隙:辊筒温度需根据PVC配方调整。例如,生产0.8mm厚广告板时,前辊温度控制在175-180℃,中辊180-185℃,后辊165-170℃,通过梯度降温实现逐步定型。辊筒间隙的微调(精度±0.01mm)直接影响板材厚度均匀性。压延速度:速度过快会导致熔体拉伸不均,产生“鲨鱼皮”缺陷;速度过慢则可能因冷却过度导致板材脆化。某企业通过将压延速度从8m/min提升至12m/min,配合雾化冷却系统,使板材表面粗糙度Ra从1.6μm降至0.8μm。润滑剂配比:外润滑剂(如石蜡)过多会导致板材表面析出,内润滑剂(如硬脂酸)不足则可能引发粘辊。实验表明,硬脂酸钙与石蜡按1:2配比时,板材脱模性较好,表面缺陷率降低40%。利信塑业布局全国,放眼未来。广州PVC胶板定制
利信产品销往国内20多个省份和地区,与上百家行业企业达成长期战略台作关系。四川PVC塑料板定制
在医疗领域,PVC塑料板因其无毒、耐腐蚀的特性,被广阔应用于医用垫单、无菌包装内衬等场景。PVC塑料板因其优异的电绝缘性和耐腐蚀性,被广泛应用于电子设备的绝缘垫层、电缆护套等场景。例如,某电子厂采用PVC板制作电路板垫片,其耐盐酸腐蚀的性能确保了垫片在酸洗工艺中的长期使用。此外,PVC板还可用于制作防静电工作台垫,其表面电阻率可控,满足电子组装车间的防静电要求。PVC的耐腐蚀性随温度升高而明显下降。例如,在常温下可耐90%硫酸的PVC板,在60℃环境中可能只能耐50%硫酸。因此,在高温度应用场景中,需选择耐温性更好的改性PVC材料(如CPVC)或采取降温措施。四川PVC塑料板定制
- 江苏塑料PVC板多少钱一平方 2026-05-14
- 四川PVC塑料板定制 2026-05-14
- 德州PVC板定制 2026-05-13
- 潍坊塑料PVC板定制颜色 2026-05-12
- 湖南PVC塑料板批发 2026-05-12
- 江门PVC板多少钱 2026-05-11
- 佛山塑料板定制 2026-05-11
- 长三角PVC塑料板厂家 2026-05-10
- 珠海塑料板批发 2026-05-09
- 广州塑料PVC板定做 2026-05-09
- 珠三角PVC板多少钱一平方 2026-05-08
- 惠州PVC板生产厂家 2026-05-07