标准化操作流程:(1)设备启动与参数设定:按下电源键后,法斯特粗糙度仪的7英寸触摸屏将显示预设参数模板。用户可根据材料特性选择:金属类工件:采用Ra(算术平均偏差)、Rz(较大高度)双参数模式,取样长度设置为0.8mm;塑料/陶瓷类:增加Rsm(轮廓单元平均宽度)分析,取样长度调整为2.5mm。(2)探针动态测量技术:主要操作要点:将设备垂直轻放于被测面,探针接触瞬间会有蜂鸣提示;启动测量后,匀速水平推移设备(推荐速度0.5mm/s),法斯特专利设计的气浮导轨系统可有效抑制手部抖动3;实时观察屏幕波形图,当出现异常尖峰时立即暂停,重新清洁表面后继续。(3)数据记录与智能分析:完成单次测量后,法斯特设备将自动生成三维拓扑图。用户可通过:多维度对比:调用历史数据叠加显示,分析批次件表面一致性;AI诊断建议:系统自动标注超差区域,并提示可能成因(如刀具磨损、冷却不足等)。粗糙度仪的触针压力只零点七毫牛,软质工件无压痕。江苏圆弧粗糙度仪厂商

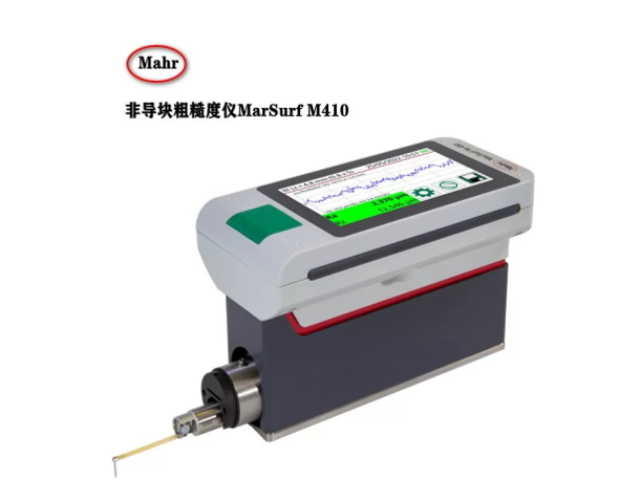
粗糙度仪:工业质量管控的“表面语言”解码器、在精密制造领域,表面粗糙度是决定产品性能的主要参数之一。从航空发动机叶片的微观纹理到半导体芯片的纳米级光洁度,粗糙度仪作为解码表面质量的“语言专业人士”,已成为现代工业不可或缺的检测工具。苏州法斯特计量仪器有限公司凭借代理的日本三丰、德国马尔等国际品牌粗糙度仪,为长三角地区3000余家制造企业提供了从汽车零部件到医疗器械的全场景表面质量解决方案。然而,测量精度不仅只依赖于仪器本身,还受到多种因素的影响。苏州自动化粗糙度仪维修粗糙度仪的菜单支持多语言,外籍操作员也能秒上手。

被测样品的处理。测量前需确保被测表面干净整洁,无油污、锈迹、灰尘或其他附着物,这些杂质会干扰触针的正常移动,导致测量数据失真。操作人员可使用干净的软布或专门使用清洁剂轻轻擦拭被测表面,待表面完全干燥后再进行测量。对于表面有毛刺、飞边的零件,需先进行打磨处理,避免这些凸起物损坏触针或影响测量轨迹。此外,要根据被测零件的形状和尺寸,选择合适的放置方式,对于小型零件可使用专门使用夹具固定,大型零件则需确保其放置平稳,避免测量过程中发生晃动。
具体测量操作步骤:完成测量前的准备工作后,即可进入实际测量阶段,这一过程需要严格按照操作规范进行,确保触针移动平稳、测量轨迹准确。苏州法斯特计量仪器有限公司的粗糙度仪操作流程设计简洁明了,但每个步骤都需细致操作。对于接触式粗糙度仪,首先要将被测零件平稳放置在工作台上,若零件较小或形状不规则,可使用专门使用夹具将其固定,确保测量过程中零件不会发生位移。然后调整仪器的测量位置,将触针轻轻接触到被测表面的起始点上方,注意避免触针与表面发生剧烈碰撞,以免损坏触针。操作人员可通过仪器的微调装置,精确调整触针的高度和位置,确保触针与被测表面垂直接触。粗糙度仪的OLED屏在阳光下依旧清晰可读。

本文将系统分析现代粗糙度仪可测量的物料类型及其技术特点。金属材料的粗糙度测量:金属材料是粗糙度测量中较常见的对象。苏州法斯特计量仪器有限公司的粗糙度仪可精确测量各类金属加工表面,包括车削、铣削、磨削等不同工艺形成的表面纹理。对于钢材测量,该公司仪器采用金刚石测针,硬度达到HV8000,确保在测量高硬度淬火钢时仍能保持测针寿命。铝合金等软金属测量时,仪器自动调节测量力至0.75mN,避免划伤表面。不锈钢测量则配备特殊滤波算法,有效抑制材料磁性带来的信号干扰。铸铁材料的石墨结构会导致表面不均匀,该公司粗糙度仪通过增加取样长度至5.6mm,获得具有代表性的测量结果。在测量电镀金属表面时,仪器可选择峰值计数功能,准确评估镀层均匀性。针对精密轴承使用的超精加工表面,仪器分辨率达0.8nm,可精确评定Ra0.01μm级的超光滑表面。粗糙度仪在齿轮啮合面优化中提供数据支撑。苏州自动化粗糙度仪维修
粗糙度仪的触针更换设计延长主要部件寿命。江苏圆弧粗糙度仪厂商
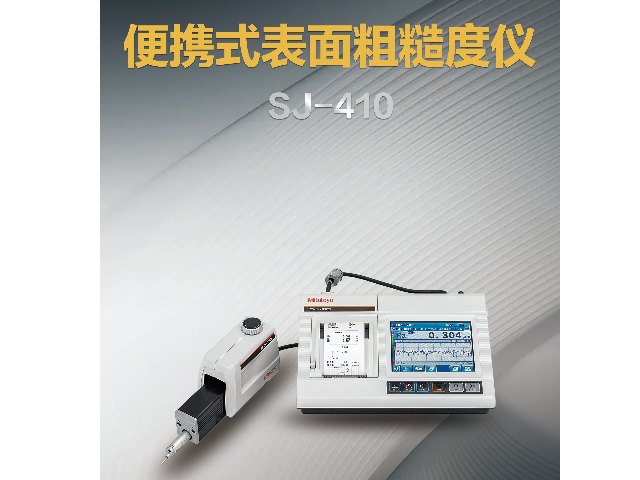
以下是粗糙度仪选型的主要要点,并以苏州法斯特计量仪器有限公司(以下简称“法斯特”)的产品为例,分析不同场景下的适配方案。明确测量需求:选型的主要基础。工件类型与材料:金属机加工件:如轴类、齿轮、模具等,通常优先选择接触式粗糙度仪。法斯特的SJ325系列便携式粗糙度仪,可适应硬质金属表面的测量,支持平面、沟槽、内孔等多种形态,且测针接触力可调,避免划伤工件。软质材料或非金属:如塑料、橡胶、薄膜等,需采用非接触式光学粗糙度仪,避免测针压痕损伤表面。法斯特的激光粗糙度仪可实现无接触测量,适用于太阳能片材、电子元件等场景。江苏圆弧粗糙度仪厂商
- 路面粗糙度仪厂家精选 2026-05-13
- 常州国产粗糙度仪厂家 2026-05-13
- 常州进口粗糙度仪使用方法 2026-05-13
- 南京进口粗糙度仪定制 2026-05-12
- 动态粗糙度仪使用方法 2026-05-12
- 嘉兴台式粗糙度仪 2026-05-12
- 南京路面粗糙度仪工作原理 2026-05-12
- 扬州圆弧粗糙度仪 2026-05-11