- 品牌
- 耐斯特
- 型号
- 激光焊
- 产地
- 深圳
- 可售卖地
- 全国
- 是否定制
- 是
良率稳定性的商业价值在于生产计划的可预测性。良率波动1%,对月产能千万级的生产线意味着数十万的产品需返修或报废,影响交付计划。良率稳定性的技术保障来自设备的过程能力指数Cpk≥1.33。耐斯特激光焊锡机采用高速闭环负反馈控制实时修正温度偏差,运动控制重复精度±0.02mm,点锡精度体积±5-10%。关键部件选用主流品牌,保障长期运行稳定性。立讯、比亚迪等客户产线数据显示,设备投产后良率维持在较高水平,波动范围控制在±2%以内,生产过程较为稳定。精密元件自动上料焊锡,夹持机构需特制以避免刮伤元件表面。重庆半导体点锡膏激光焊重量
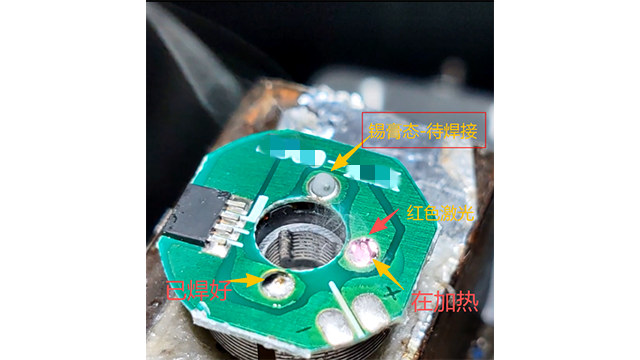
激光喷锡球焊接的速度优势源于其工艺逻辑:锡球尺寸固定,供锡量无需在线测量;锡球与激光同步触发,熔化与落点同步完成;无送丝机构往复运动,运动路径较短。耐斯特喷锡球激光焊机采用高精度运动控制系统,锡球喷射与激光触发时序优化,单点焊接周期可缩短至0.1秒以内,实现每秒11个焊点的焊接速度。配合氮气保护,实现无助焊剂焊接,减少残留物。对于光模块、高速线、TWS耳机等微小焊点密集的产品,锡球焊接在效率和质量一致性上具有优势。深圳咪头激光锡膏工作站精密焊接设备到位后做好操作工培训,设备才能发挥效率。
新设备买回去,调试时发现焊点发黑,有时会被认为是设备问题。实际上,焊点发黑很多时候是参数不匹配或保护气体使用不当造成的。激光焊接时,如果保护气体流量不足或角度不对,熔融锡在高温下与空气接触,会氧化发黑。遇到这种情况,可以先检查设备的气路,是否接了氮气,压力是否足够,出气口是否正对焊点。如果设备支持氩气保护,可以尝试调整气体流量。很多时候,调整一个小参数就能让焊点恢复光亮。这也说明,供应商提供详细的工艺调试指导很重要。深圳市耐斯特的喷锡球激光焊技术,采用氩气保护焊,利用氩气防止氧化并帮助焊接润湿,从工艺设计上考虑了焊点外观和可靠性问题,帮助客户避免此类困扰。
高速数据线如QSFP、SFP+,传输速率高,焊接点对信号完整性影响大。地线处理、焊点形状、锡量控制都需精确。自动芯线处理机配合激光焊锡,能精确剥线、整形、焊接,保证每根线的阻抗连续。设备集成视觉检测,实时监控焊点质量。国内某头部光模块厂商引入耐斯特高速线全自动生产线后,精密焊接效率提升,信号测试通过率也得到提高。深圳市耐斯特主营高速线全工艺制程设备,包括芯线前处理、自动焊接等,已服务多家高速线缆制造商,在深圳龙华基地完成设备交付,助力客户应对5G通信高速传输的焊接挑战。精密焊接打样用相同PCB和元件,参数更准确。
治具重量对产线稳定性的影响有时会被忽略。较重的治具可能导致传送链条磨损加速、定位顶升机构顶升不到位、侧向定位偏移。耐斯特在线式设备在设计时考虑了重载工况,采用链条传动结构承载能力较强,阻挡、上顶升、侧顶定位多重机构确保重治具准确定位。正流轨道高度900±20mm,回流轨道650±20mm,既满足重治具传输的力学要求,也符合操作人员上下料的人机工程学。设备参数中虽不直接标注承载重量,但结构设计已为常用治具规格预留安全余量。3C电子点锡膏激光焊为智能手表等穿戴设备内部的精密连接提供了高良率解决方案。深圳线材激光锡丝机不规则焊盘
SMT后段精密焊接专门处理贴片机难搞定的小元件,保证组装良率。重庆半导体点锡膏激光焊重量
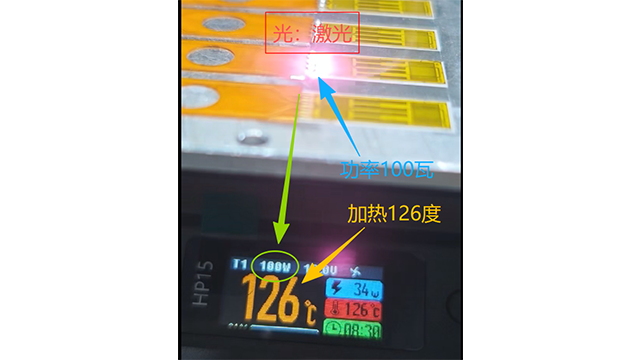
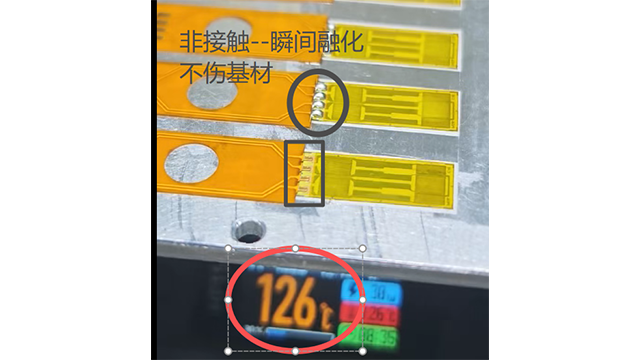
激光焊锡与热压焊的技术选型,本质是热影响控制与焊接效率的权衡。激光焊锡优势在于非接触、热影响区小、精度高,适合0.1mm细间距焊盘、热敏感元件、陶瓷铝基板等高散热材料;局限在于对大焊点或需要一次性完成多引脚焊接的场景,效率低于热压焊。耐斯特产品线覆盖激光焊锡机、热压焊机、自动沾锡机,可提供组合方案。对于高频通信模块,激光焊锡能避免烙铁头接触应力损伤;对于数据线连接器,热压焊可一次完成多引脚焊接。技术方案选择以产品可靠性目标和量产效率要求为基准。重庆半导体点锡膏激光焊重量
深圳市耐斯特智能装备有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市耐斯特智能装备供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
- 广东微型马达激光锡丝机良率 2026-05-15
- 江浙沪半导体激光锡球 2026-05-15
- 深圳软硬电路板激光锡丝非标定制 2026-05-15
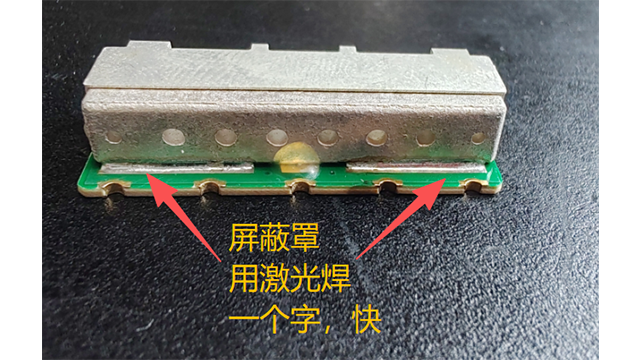
- 广东屏蔽罩点锡膏激光焊成功案例 2026-05-15
- 四川激光锡膏机不规则焊盘 2026-05-15
- 自动激光锡球生产厂家 2026-05-15
- 珠三角微型马达激光焊锡机价格 2026-05-15
- 重庆屏蔽罩点锡膏激光焊非标定制 2026-05-15
- 重庆摄像头激光锡环机设备制造商 2026-05-15
- 重庆半导体激光锡丝机不规则焊盘 2026-05-15
- 珠三角TWS激光焊锡机供应商 2026-05-15
- 重庆电声器件激光锡球机良率 2026-05-15