- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
环形焊缝的无损检测接口预留
美焊MWHF系列环缝焊接专机预留了无损检测接口,可与超声波检测、射线检测设备联动,实现焊接完成后焊缝的自动无损检测,形成“焊接-检测”一体化流程,提升质量管控效率。设备的控制系统可向检测设备发送焊缝位置、尺寸等信息,检测设备根据预设程序自动完成焊缝检测,检测结果实时反馈至设备触摸屏,合格焊缝自动进入下一道工序,不合格焊缝发出报警并标记位置,便于后续返修。在某高压容器生产中,“焊接-检测”一体化流程使单台容器的质量检测时间缩短60%,检测覆盖率达100%,避免了人工检测中的遗漏与误差,确保每一条环形焊缝都符合质量要求,体现了美焊设备对360度质量管控的支持。 适配不锈钢 - 碳钢异种金属焊接,焊缝结合强度≥350MPa。江西堆焊环缝焊机批量定制
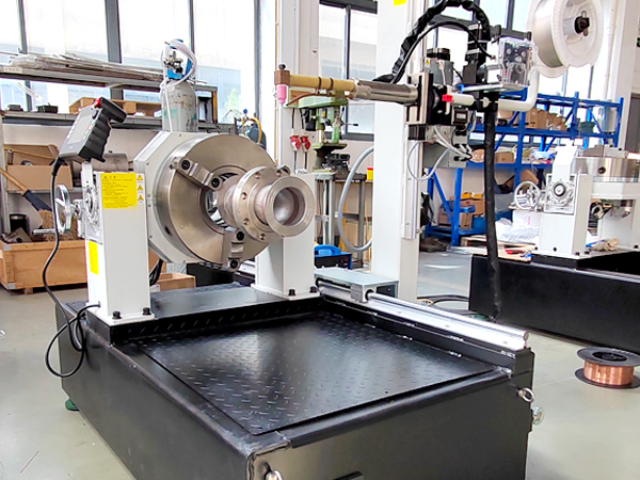
大直径薄壁环形工件的焊接稳定性
美焊MWHF系列环缝焊接专机针对大直径薄壁环形工件(直径≥2000mm,壁厚≤4mm)的焊接需求,采用柔性支撑与传动机构,确保焊接过程中工件的平稳性与焊接精度。大直径薄壁工件刚性差,易在旋转过程中产生变形与振动,设备的柔性支撑机构通过多点弹性接触,分散工件重量,减少变形;传动系统采用伺服电机与精密齿轮齿条配合,旋转速度均匀,振动幅度≤0.05mm,保障焊接轨迹的精确性。在某大型储罐顶盖环形焊缝焊接中,设备成功完成Φ3000mm、壁厚3mm的不锈钢顶盖焊接,焊接后工件圆度误差≤1mm,焊缝平整无波浪形变形,满足储罐密封性能要求。这种大直径薄壁工件焊接能力,填补了传统焊接设备在该领域的短板,为大型薄壁环形工件制造提供了稳定可靠的自动化解决方案。 辽宁氩弧焊环缝焊机一般多少钱多道环形焊缝连续焊接,预设程序自动完成,无需中途干预,效率大幅提升。
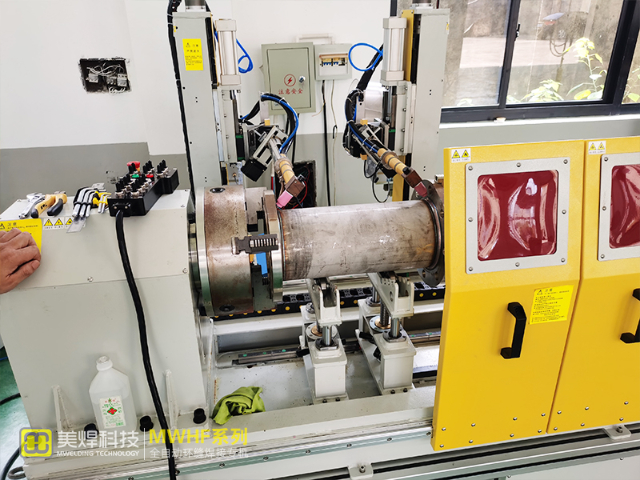
多道环形焊缝的连续焊接能力
美焊MWHF系列环缝焊接专机具备多道环形焊缝连续焊接功能,通过预设焊接程序与轨迹规划,可自动完成同一工件上多个环形焊缝的连续焊接,无需操作人员中途干预,大幅提升生产效率。设备支持焊缝顺序设定、焊接参数分段调整,针对不同位置的环形焊缝(如筒体上下端对接缝、管板多圈环缝),可分别设定对应的焊接电流、填丝速度与氩气流量,确保每一道焊缝的质量达标。在换热器管板焊接中,设备可连续完成10圈以上的环形焊缝焊接,单块管板焊接时间较人工缩短80%,且焊缝间距均匀,避免了人工焊接中因频繁调整导致的焊缝偏移。这种连续焊接能力特别适用于批量生产中的复杂环形工件,减少了设备停机与参数调整时间,助力企业实现高效规模化生产。
高压环形焊缝的焊接质量保障
美焊MWHF系列环缝焊接专机针对高压环形焊缝(设计压力≥10MPa)的焊接需求,强化了设备精度与工艺控制,确保焊缝具备足够的强度与密封性,满足高压工况下的使用要求。设备的焊接执行机构定位精度提升至±0.03mm,传动系统旋转精度≤0.05mm,保障焊缝轨迹的精确贴合;填丝焊接工艺采用多层多道焊接方式,每层焊缝厚度控制在2-3mm,通过层间温度控制(≤150℃),减少焊接应力,避免焊缝产生裂纹。在高压容器环形焊缝焊接中,该系列设备焊接的焊缝经水压试验(试验压力为设计压力的1.5倍)无泄漏,焊缝抗拉强度达到基材的90%以上,满足高压设备的安全运行要求。这种高压焊缝适配能力,彰显了美焊科技在焊接装备领域的技术实力,为高压装备制造提供了可靠保障。 强抗电磁干扰设计,复杂车间环境下参数波动≤±2%。

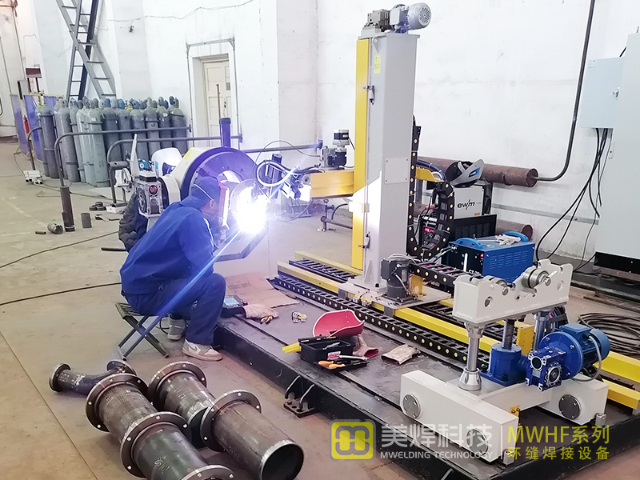
低温环境适应性与作业稳定性
美焊MWHF系列环缝焊接专机在设计中充分考虑了不同工况环境的适配,尤其具备良好的低温环境适应性,可在-10℃~45℃的温度范围内稳定运行,满足北方冬季车间或户外临时焊接作业需求。设备的电气控制系统采用低温适配元器件,线路接口经过密封处理,防止低温凝露对电路造成影响;循环水冷系统配备防冻冷却液,避免低温环境下管路结冰,确保冷却功能正常发挥。在某北方锅炉厂的冬季生产中,该系列设备在-5℃的车间环境下连续运行12小时,焊接精度与常温环境下保持一致,焊缝合格率无波动。这种环境适应性与美焊堆焊设备的宽温域运行能力一脉相承,均能应对复杂工业环境的挑战,为客户提供不受季节与地域限制的稳定焊接解决方案。 设备安装简单,地面固定即可投入使用,无需复杂地基工程。江西热丝堆焊环缝焊机供应商
美焊 MWHF 系列环缝焊接专机焊接速度 0.1-5rpm 可调,适配不同厚度环形工件。江西堆焊环缝焊机批量定制
美焊 MWHF 系列环缝焊接专机采用填丝焊接工艺,通过精细控制填丝速度与填丝量,确保环形焊缝的填充饱满与熔深均匀,相比无填丝焊接工艺,更适用于厚壁环形工件焊接与焊缝补强。填丝焊接工艺可根据焊缝宽度与厚度灵活调整填丝量,避免出现焊缝凹陷、未填满等缺陷,尤其适用于锅炉、压力容器等对焊缝强度要求高的场景。设备的送丝机构采用步进电机驱动,送丝速度稳定可调,确保填丝量的精细控制,与焊接电流、焊接速度形成协同匹配,实现焊缝的均匀熔合。在厚壁压力容器环形焊缝焊接中,填丝焊接工艺通过多层多道焊接与精细填丝,确保焊缝从根部到表面的均匀熔深,提升焊缝的整体强度与韧性,满足压力容器承压运行的严苛要求。江西堆焊环缝焊机批量定制
- 福建热丝堆焊环缝焊机哪家好 2026-05-14
- 四川环缝环缝焊机操作 2026-05-14
- 广东环缝环缝焊机批发厂家 2026-05-14
- 安徽环缝环缝焊机哪家好 2026-05-14
- 黑龙江环缝焊机 2026-05-14
- 轨道环缝焊机供应商 2026-05-14
- 广东自动环缝焊机厂家 2026-05-14
- 福建堆焊环缝焊机操作 2026-05-14
- 江西堆焊环缝焊机批量定制 2026-05-14
- 宁夏不锈钢环缝焊机 2026-05-14
- 河北数控环缝焊机 2026-05-14
- 福建堆焊环缝焊机厂家电话 2026-05-14