冶金行业用控制柜需耐受高温辐射,元件选型需满足高温工作要求,冶金行业(如钢铁厂、炼铝厂)的生产环境恶劣,车间温度高(常达 50℃-80℃),且存在高温辐射(如高炉、转炉产生的热辐射),普通控制柜在该环境下易出现柜体变形、元件性能下降等问题。因此,冶金行业用控制柜柜体需选用耐高温的冷轧钢板,厚度不低于 1.5mm,部分区域需加装隔热层(如岩棉隔热层),减少高温辐射对柜内的影响;柜体散热需采用工业空调,确保柜内温度维持在元件允许工作范围内(通常不超过 60℃)。元件选型时,需选用高温等级的产品,如接触器、继电器选用耐温等级为 120℃的型号,PLC 选用宽温型(工作温度范围 - 20℃-70℃),导线选用耐温 150℃的硅橡胶绝缘导线,避免元件因高温失效。此外,控制柜还需具备防尘功能(防护等级不低于 IP54),防止冶金车间的粉尘进入柜内,影响元件散热和绝缘性能。阿罗仕提供控制柜后期维护服务,定期检修助力您延长设备使用寿命。江苏污水控制柜供应商

控制柜内需合理布局断路器、接触器、继电器等元件,确保布线规范,这是保障控制柜稳定运行、降低故障风险和便于维护的关键。布局时需遵循 “强电在上、弱电在下,发热元件分散布置” 的原则:断路器、接触器等强电元件电流大、发热多,应布置在柜体上部或通风良好区域,避免热量积聚;PLC、传感器信号线等弱电元件易受电磁干扰,需布置在柜体下部,与强电元件保持一定距离(通常不小于 150mm)。布线时导线需分类整理,用线卡或线槽固定,避免交叉缠绕,同时导线弯曲半径需符合标准(如铜芯导线弯曲半径不小于导线直径的 6 倍),防止绝缘层破损。规范的布局和布线不仅能减少电磁干扰,还能让检修人员快速识别元件和回路,缩短故障排查时间。常州3c控制柜公司阿罗仕控制柜的长期价值,体现在稳定性能与低故障率带来的高效生产中。

控制柜的使用寿命通常为 10-15 年,定期维护可延长其使用周期,控制柜的使用寿命受材质、元件质量、使用环境和维护情况影响:若材质优良(如不锈钢柜体、元件)、使用环境温和(常温、干燥、无腐蚀)且维护到位,使用寿命可超过 15 年;若材质较差、使用环境恶劣(高温、高湿、高腐蚀)且缺乏维护,使用寿命可能不足 10 年。定期维护是延长使用寿命的关键,维护内容包括:每 3 个月检查散热系统(风扇、空调)运行状态,清理散热通道;每半年进行内部除尘,检查接线端子是否松动;每年进行绝缘电阻测试,检查绝缘材料是否老化;每 2 年检查密封胶条、联锁装置,更换老化的易损件(如密封胶条、指示灯)。此外,还需避免控制柜过载运行,根据负载变化及时调整元件参数或扩容,防止元件长期过载导致寿命缩短;若发现柜体变形、元件烧毁等严重问题,需及时维修或更换,避免故障扩大影响整体使用寿命。
低压控制柜中常集成小型控制变压器,将市电电压降至低压(如 24V),为柜内继电器、指示灯等控制元件供电。市电电压(如 220V、380V)若直接为控制元件供电,会因电压过高导致元件烧毁,且存在安全隐患,控制变压器则通过电磁感应原理实现电压转换,其输入侧连接市电,输出侧输出低压直流电或交流电,满足控制元件的电压需求。例如柜内继电器线圈额定电压多为 24V,指示灯额定电压也常为 24V,控制变压器可输出 24V 电压,确保元件正常工作。同时,控制变压器还具有隔离作用,能将控制回路与主回路(市电回路)隔离,避免主回路电压波动或故障影响控制回路,提升控制元件的运行稳定性。该类变压器容量通常较小(多为 50VA-500VA),根据控制元件的总功率选型,确保输出功率能满足所有控制元件的用电需求。阿罗仕控制柜提供完善质保服务,让您使用过程中更有底气。

控制柜内接触器线圈电压需与供电系统匹配,避免电压不符导致接触器无法正常吸合。接触器通过线圈通电产生电磁力吸合触点,实现主回路通断控制,线圈电压是其主要参数,若与供电系统电压不匹配,会直接导致接触器失效:电压过高会使线圈电流剧增,短时间内烧毁线圈;电压过低则电磁力不足,触点无法吸合或吸合不紧密,导致触点发热烧蚀。常见线圈电压规格有 AC220V、AC380V、DC24V、DC110V 等,选型时需严格核对控制回路供电电压,例如 PLC 输出为 DC24V 的控制回路,需选用 DC24V 线圈的接触器;传统继电器控制回路为 AC220V 时,应匹配 AC220V 线圈。安装后需进行通电测试,观察接触器吸合是否顺畅、有无异响,测量线圈实际电压是否在额定电压的 ±10% 范围内,确保长期可靠运行。从需求对接后的控制柜设计,到制造、现场安装再到调试交付,阿罗仕让您的电气系统建设更顺畅。南通污水控制柜供应商
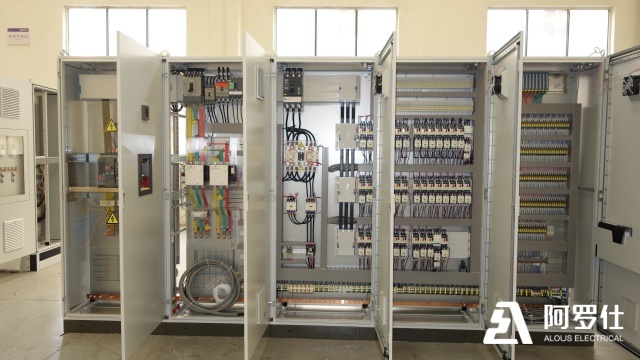
阿罗仕适配多场景的控制柜,灵活满足不同车间需求,提升资源利用率。江苏污水控制柜供应商
汽车生产线的控制柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过控制柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的主要是通过 PLC 模块实现数据交互:控制柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,控制柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向控制柜发送 “焊接完成” 信号,控制柜再控制输送线将工件送至下一工序。此外,控制柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,控制柜会立即向机器人发送停机指令,确保人员和设备安全。江苏污水控制柜供应商