掌握超声波刀柄的故障诊断与快速排查方法,能有效减少停机时间,保障生产顺利进行。常见故障包括振动异常、夹持力不足、发热严重、无法启动等。振动异常时,先检查刀柄锥面是否清洁、安装是否到位,再排查刀具是否平衡、夹持是否牢固,检测振动参数是否设置合理,逐步排除外部因素后,若仍异常则可能是内部组件损坏,需联系售后。夹持力不足时,优先检查夹爪是否磨损、驱动螺栓是否松动,清洁夹爪并紧固螺栓后测试,若无效则更换夹爪。发热严重时,排查冷却系统是否正常、参数设置是否超标,降低功率并停机冷却后,若仍发热则可能是内部散热通道堵塞或组件故障。无法启动时,检查电源连接、电路系统是否故障,查看保护装置是否触发,排除电源与电路问题后,若仍无法启动则需返厂检修。建立故障排查流程图,按 “外部因素→参数设置→机械结构→内部组件” 的顺序排查,可快速定位问题并处理。超声波刀柄可传递高频振动,适配各类细微结构的切削加工。无锡超声波加工中心刀柄厂家
夹持精度是超声波刀柄的关键性能指标,需定期进行校准与检测,确保加工精度。校准工具包括百分表、激光干涉仪、标准测试棒等,校准流程需在常温环境下进行。首先将标准测试棒安装在刀柄夹爪中,紧固后用百分表测量测试棒径向跳动,确保跳动值小于 0.01mm;通过激光干涉仪检测刀柄旋转时的同轴度,偏差需控制在 0.005mm 以内。其次检测夹持力稳定性,使用张力计测量夹爪在不同夹持行程下的夹持力,确保夹持力均匀且符合标准,避免刀具松动。校准周期建议每月一次,若加工高精度零件或使用频率较高,可缩短至每两周一次。检测过程中需记录数据,建立校准台账,若发现精度偏差超过允许范围,需及时调整夹爪位置、更换磨损部件或重新研磨锥面,确保超声波刀柄的夹持精度始终满足加工需求。无锡超声波CNC刀柄定制超声波刀柄采用特殊材质制造,具备良好的抗疲劳与耐用性能。

随着先进制造技术的不断进步,超声波刀柄的未来技术发展呈现多方向趋势。在精度控制方面,将采用更先进的传感器与闭环控制系统,实现振动参数的纳米级调节,满足超精密加工需求;结构设计上,将向轻量化、小型化方向发展,适配微型零件加工与高速切削场景,同时采用新型复合材料提升结构稳定性与抗疲劳性能。智能化水平将持续提升,集成人工智能算法,实现加工参数的自动优化与故障预测,减少人工干预;与工业互联网深度融合,支持远程监控、数据分析与协同工作,提升生产管理效率。功能拓展方面,将开发多用途超声波刀柄,适配更多材料与加工工序;添加在线检测功能,实时反馈加工质量,实现加工过程的闭环控制。绿色制造方面,将进一步优化能耗设计,采用更环保的材料与工艺,减少环境影响。未来,超声波刀柄将以更高精度、更高智能化、更有适配性,成为先进制造领域的配套部件,推动精密加工技术不断突破。
超声波刀柄的润滑系统主要针对夹持机构与内部运动部件,其设计与维护直接影响设备运行流畅性。润滑系统采用密封式设计,通过注油孔定期添加润滑脂,润滑脂需具备良好的耐高温、抗磨损与抗污染性能,能够在高频振动环境下保持润滑效果。维护要点包括:定期添加润滑脂,一般每月一次,使用频率高的场景可缩短至每两周一次,每次注油量需遵循说明书要求,避免过多或过少影响润滑效果;定期清理润滑系统,每季度拆卸夹持机构,处理老化的润滑脂与杂质,重新添加新润滑脂;注意润滑脂的兼容性,不可混合使用不同类型的润滑脂,以免发生化学反应影响润滑性能;若发现润滑系统漏油或润滑效果不佳,及时检查密封部件是否损坏,更换老化的密封圈,确保润滑系统密封良好。良好的润滑系统设计与维护,能减少运动部件摩擦,延长夹持机构使用寿命,保障超声波刀柄运行流畅。超声波刀柄可与冷却系统配合,提升加工过程的降温效果。

超声波刀柄的中心功能在于将高频振动精细传递至刀具刃口,其传导机制依赖内部压电陶瓷组件的逆压电效应,将电能转化为机械振动后,通过刚性结构层层传递。为减少能量损耗,刀柄主体多采用高弹性模量的合金钢或钛合金材质,这类材料能降低振动在传导过程中的衰减,同时通过一体化锻造工艺消除内部拼接缝隙,避免能量从间隙散失。锥面作为振动传递的关键接口,需经过超精密研磨处理,确保与机床主轴的贴合度达到微米级,减少振动能量通过间隙泄漏。此外,刀柄内部振动路径采用流线型设计,缩短能量传递距离,搭配阻尼减振结构吸收无效振动,使有效振动能量集中作用于加工区域。通过这些设计,质量超声波刀柄的能量传递效率可稳定在 85% 以上,确保高频振动充分作用于切削过程,提升加工效果。搭载超声波刀柄的设备,可对陶瓷、蓝宝石等硬脆材料进行加工。无锡超声波加工中心刀柄厂家
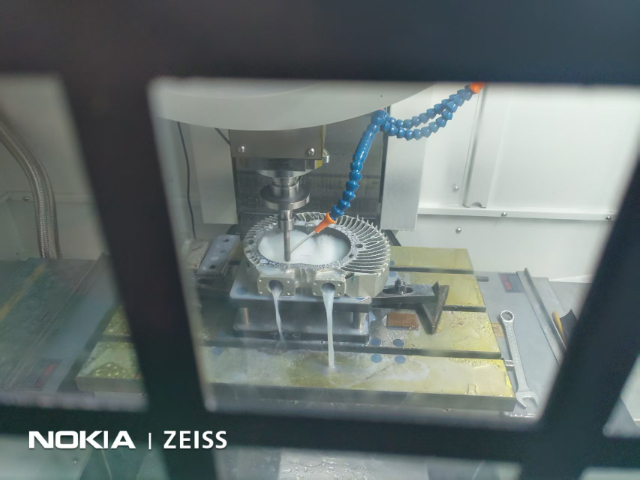
这款超声波刀柄适配数控加工中心,满足自动化加工需求。无锡超声波加工中心刀柄厂家
超声波刀柄的振动频率调节基于压电陶瓷的逆压电效应,通过改变输入电压频率实现振动频率的精细控制。压电陶瓷在交变电压作用下产生高频机械振动,电压频率与振动频率保持一致,调节输入电压频率即可改变刀柄的振动频率。操作方法需遵循设备说明书,首先启动机床与超声波刀柄控制系统,进入参数设置界面;根据加工材料、刀具类型与加工工序,在频率调节区间(20-40kHz)内选择合适的频率值,例如加工超硬脆材料时选择 35-40kHz,加工难加工金属时选择 25-30kHz;输入频率值后启动主轴空转测试,观察刀柄运行是否平稳,无异常振动或异响;通过试切加工验证加工效果,若出现崩边、表面质量差等问题,适当调整频率值,直至达到比较好加工效果。调节过程中需注意频率调节步长不宜过大,建议以 1kHz 为单位逐步调整,避免参数突变导致设备或工件损坏。无锡超声波加工中心刀柄厂家
集萃智创(无锡)装备科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同集萃智创装备科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
掌握超声波刀柄的故障诊断与快速排查方法,能有效减少停机时间,保障生产顺利进行。常见故障包括振动异常、...
【详情】模块化设计是现代超声波刀柄的重要发展方向,提升产品灵活性,更简化维修流程。超声波刀柄采用拆分式模块化...
【详情】针对难加工金属材料、超硬脆材料、先进复合材料等加工痛点,超声波刀柄需制定针对性适配策略。加工钛合金、...
【详情】超声波刀柄的振动频率调节基于压电陶瓷的逆压电效应,通过改变输入电压频率实现振动频率的精细控制。压电陶...
【详情】超声波刀柄的振幅调节范围通常在 5-15μm,不同振幅范围适配不同的加工场景与材料特性。小振幅(5-...
【详情】超声波刀柄的使用寿命受多种因素影响,合理规避风险可有效延长使用周期。影响因素主要包括:加工参数超标,...
【详情】超声波刀柄的使用寿命受使用方式、维护质量与环境因素影响,建立科学的维护管理规范能有效延长其使用周期。...
【详情】汽车零部件加工具有批量大、精度要求高、成本敏感的特点,超声波刀柄通过针对性设计适配批量生产需求。在发...
【详情】超声波刀柄的材质选择需兼顾刚性、韧性与振动传导性能,常见的主体材质为度合金钢与钛合金,部分产品采用碳...
【详情】有色金属如铝合金、黄铜等具有质地较软、易粘连的特点,超声波刀柄需优化参数以提升加工效果。加工铝合金时...
【详情】超声波刀柄的振动性能是决定加工质量的关键因素,其振幅、频率稳定性与能量传递效率直接影响材料去除效果。...
【详情】随着自动化生产的普及,超声波刀柄需具备良好的联动适配能力,融入智能化生产流程。现代超声波刀柄配备标准...
【详情】