西林瓶与医药行业相互促进、协同发展。医药行业进步推动西林瓶创新,新型药品研发对包装提出更高要求,促使西林瓶在材质、结构、工艺等方面改进。如生物制药发展,需更高密封性和化学稳定性的包装,西林瓶企业加大研发投入,满足需求。西林瓶优良性能也为医药行业发展提供支持,高质量包装保障药品质量安全,提高药品稳定性和有效性,助力医药企业生产和销售。同时,西林瓶规格多样化和分类细化,满足不同药品剂型和包装需求,促进医药行业多样化发展,形成良性互动格局。西林瓶瓶壁厚度均匀,确保热应力分布平衡。免灭菌西林瓶定制
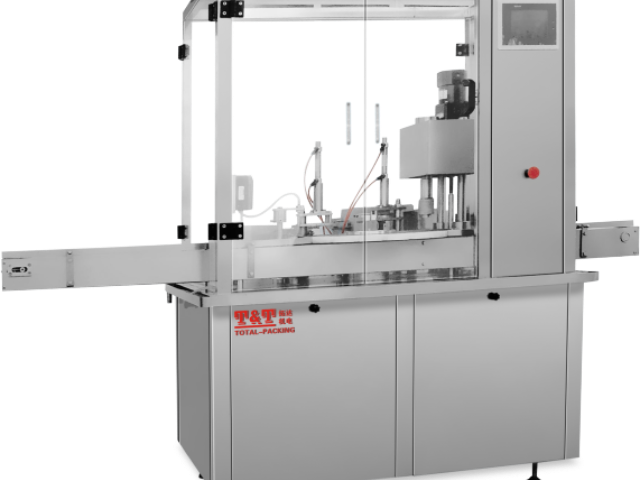
在突发公共卫生事件中,西林瓶发挥重要作用。以疫苗大规模生产和分发为例,疫苗对包装要求极高,西林瓶成为主要包装容器。其玻璃材质和密封结构,确保疫苗在储存运输中无菌稳定。不同规格西林瓶适应不同剂量疫苗包装需求,提高包装灵活性的。病情期间,大量西林瓶投入使用,保障疫苗安全送达各地,为全球抗疫提供有力支持。这体现西林瓶在关键时刻的可靠性和重要性,也凸显其在保障公共卫生安全方面的价值。西林瓶生产工艺复杂且严谨,关乎产品质量。原材料选择严格,需优良硼硅玻璃原料,确保化学成分和物理性能达标。小剂量西林瓶灌装精度西林瓶可与智能药柜系统无缝对接。
西林瓶的材质选择对其性能有着至关重要的影响。目前市场上主流的西林瓶主要采用硼硅玻璃或钠钙玻璃制成。硼硅玻璃具有优异的耐热性和化学稳定性,能够承受高温灭菌处理而不破裂,且对大多数化学药品具有良好的耐腐蚀性,因此被普遍应用于需要高温消毒或储存强腐蚀性的药品的场合。而钠钙玻璃虽然成本较低,但在耐热性和化学稳定性方面稍逊一筹,更多用于储存对包装要求不高的普通药品。西林瓶的结构设计也十分讲究,其瓶身通常呈圆柱形或圆锥形,瓶口窄小,便于密封和开启。瓶底则根据使用需求设计为平底或圆底,以增加稳定性或便于特定设备的操作。此外,西林瓶的瓶壁厚度均匀,能够有效防止药品在储存过程中因温度变化或外力冲击而破裂。
在国际医药包装市场,西林瓶竞争力强、影响力大。许多国家和地区医药企业普遍使用西林瓶,因其性能优良、适用性广。不同国家医药标准和法规虽有差异,但西林瓶凭借化学稳定性、密封性和透明度等优势,能满足多数国家药品包装要求。随着国际贸易发展,西林瓶生产企业不断提升产品质量和生产标准,参与国际竞争。一些企业产品不只在国内大卖,还大量出口,在国际市场占据一定份额。西林瓶成为展示中国医药包装实力的重要窗口,推动中国医药包装行业走向世界。西林瓶在战地医疗和野战医院中便于携带。

西林瓶的起源可追溯至医药包装发展的特定阶段。在医药行业萌芽初期,药品包装形式极为简陋,多为粗陋的容器,难以保障药品质量。随着医学进步,对药品保存环境要求提升,促使包装革新。西林瓶雏形渐显,较初或许只是简单玻璃容器,受当时技术限制,制作粗糙,形状也不规范。但即便如此,它已具备玻璃材质的基本特性,为后续发展奠定基础。玻璃的化学稳定性,使其不易与药品发生反应,能初步保护药品免受外界污染。早期西林瓶主要应用于一些对包装要求稍高的药品,虽功能有限,却开启了医药包装新征程,成为现代西林瓶发展的重要起点,见证了医药包装从无到有、从简到繁的演变过程。西林瓶可减少医护人员操作中的暴露风险。医用级西林瓶供应商
西林瓶在细胞防治和基因疗法中应用日益普遍。免灭菌西林瓶定制
西林瓶之所以普遍采用玻璃材质,是因为玻璃具有一系列独特的特性。首先,玻璃的化学惰性极强,在常温常压下,几乎不与任何药品成分发生化学反应,这就保证了药品在西林瓶内长期储存时,其化学性质不会发生改变,从而维持药品的有效性和安全性。其次,玻璃具有良好的阻隔性能,它能够有效阻挡光线、氧气和湿气等外界因素对药品的影响。光线中的紫外线可能会使某些药品发生光解反应,导致药品失效;氧气会促使药品发生氧化反应,改变药品的结构和性质;而湿气则可能使药品吸湿结块或变质。西林瓶的玻璃材质能够较大程度地减少这些不利因素对药品的侵害,延长药品的保质期。此外,玻璃材质还具有透明度高、易于观察药品状态的特点,医护人员和患者可以通过西林瓶直接观察到药品的颜色、澄清度等外观特征,及时发现药品是否出现异常情况。免灭菌西林瓶定制