- 品牌
- ETP
- 型号
- 带接口
- 材质
- 碳钢
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否进口
- 是
- 适用机床
- 加工中心,钻床,组合机床,铣床
- 是否库存
- 库存
- 是否批发
- 批发
- 产地
- 瑞典
- 厂家
- ETP TRANSMISSION AB
保持主轴和自动换刀装置的精度和对准,减少刀柄在换刀过程中的跳动和磨损。合理选择切削参数,避免过大的切削力导致刀柄跳动和刀具磨损。通过采取这些措施,可以有效减少刀柄跳动对刀具寿命的不利影响,提高加工效率和加工质量。液压刀柄在各种精密加工领域有广泛的应用,以下是一些具体的应用案例:微加工领域:在钟表工业、微型模具和医疗等先驱行业中,液压刀柄被用于取代线切割,以实现更高精度的加工。模具制造:液压刀柄因其高精度和高夹持力,被模具制造商用于提高加工效率和刀具寿命。汽车零部件加工:液压刀柄在汽车零部件加工中表现出色,尤其是在需要高精度和高稳定性的场合。适用于铣削、钻孔、镗孔等多种精密机械加工操作。江苏HYDRO-GRIP液压刀柄销售厂家

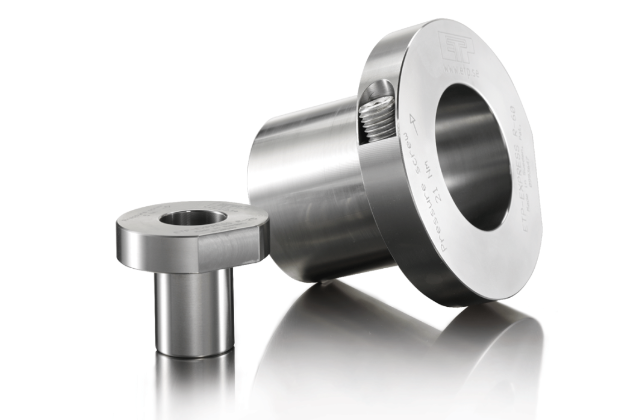
液压刀柄的工作原理主要基于液压系统,通过液压介质的压力来实现对刀具的夹持。以下是液压刀柄工作原理的详细步骤:加压螺栓:液压刀柄上有一个加压螺栓,当螺栓被拧紧时,它推动活塞的密封块。活塞和密封块:活塞位于刀柄内部,与密封块一起工作。密封块在活塞的作用下移动。液压油压力:密封块的移动导致刀柄内部的液压油被压缩,从而产生液压油压力。膨胀套:液压油压力均匀地从圆周方向传递给刀柄内的钢制膨胀套。夹紧刀具:膨胀套在液压油压力的作用下膨胀,从而将刀具均匀而紧密地夹持在刀柄内。浙江精加工刀柄批量定制适用于复杂曲面加工,确保刀具路径的精确执行。

这些数据可以传输至机床控制系统,控制系统根据反馈信息及时调整加工参数,确保加工过程的稳定性和精度。这种智能化的发展趋势,使液压刀柄更好地适应了现代智能制造的需求,为制造业的转型升级提供了有力支持。液压刀柄的减振性能是其一大突出特点。在加工过程中,刀具与工件之间的切削力会引发振动,而液压油在刀柄内部形成的阻尼层,能够有效吸收这些振动能量,降低加工中的颤振。在薄壁零件的加工中,颤振极易导致零件变形,影响加工精度,液压刀柄的减振特性则能明显改善这一问题,确保薄壁零件的加工质量,同时也延长了刀具的使用寿命,降低了加工成本。
径向跳动可调式ER液压夹头ER刀柄是一种弹簧夹头刀柄,其通过弹簧夹头将刀具夹紧在刀柄上,可以方便地更换不同直径的刀具,适用于多种加工需求。随着生产工艺要求的提高及先进制造业的持续升级,ER刀柄的弊端也逐渐体现出来。如夹持力不稳定、跳动不可调、精加工孔时无法满足公差要求或加工尺寸不稳定等。ETP公司的径向跳动可调式ER液压夹头,将上述问题及难点得以完美解决。此产品在客户原有的ER刀柄上进行升级,将其转换成液压刀柄的同时可通过三个轴向螺钉对刀具径向跳动进行调节,刀具跳动可由原来的0.03mm快速调整至0.003mm以内,同时实现了更换刀具时精度的一致性。适用于各种难加工材料,如高温合金、钛合金等。

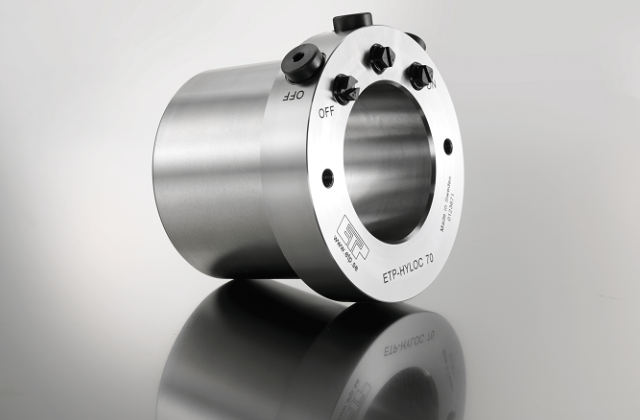
ETPHYDRO-GRIP刀柄的特点:1.用电子束焊接的液压仓(非铜焊)2.单一液压仓,对刀具的适应性更广。3.HYDRO-GRIP–仓内灌注油脂而非油(无渗漏)4.插入刀柄内孔的刀具柄全部被刀柄夹持5.圆柱形刀具柄h6或h7公差都适用(其它品牌只能用h6)6.12mm及以上的刀柄即使刀具没有完全插入刀柄底端,也能保持切削加工平稳进行。(其它品牌刀柄则可能发生变形或开裂)7.12mm及以上的刀柄,即使存在侧固式平台,也能正常夹持使用。8.刀柄外圆有液压的部位不经表面硬化处理,与其它品牌形状类似的液压刀柄相比,具有更好的减震效果。液压刀柄的通用性强,可兼容多种机床主轴接口标准。福建ECOGRIP刀柄销售厂家
液压刀柄是实现高效、高精度加工的理想刀具夹持方案。江苏HYDRO-GRIP液压刀柄销售厂家
根据加工工艺匹配液压刀柄:不同加工工艺对液压刀柄的性能要求各异。在铣削加工时,由于切削力变化频繁,需要刀柄具备良好的减震性能和较高的夹持刚性,以稳定刀具,保证铣削表面的平整度。而钻孔加工则更侧重于刀柄对刀具的轴向定位精度,确保钻头垂直进入工件,避免钻孔偏斜。镗孔加工要求刀柄在高精度定位的同时,能承受较大的切削力,维持刀具稳定。因此,用户需根据自身主要的加工工艺,选择与之适配的液压刀柄,充分发挥其性能优势。江苏HYDRO-GRIP液压刀柄销售厂家
在电子产品微加工领域,特别是在智能手机、平板电脑、可穿戴设备等高科技产品的制造过程中,笔型液压刀柄因其独特的设计和***的性能,成为了不可或缺的精密加工工具。现代电子产品的电路板上布满了密集而微小的元件与连接孔,对钻孔的精度要求极高。笔型液压刀柄能够牢固夹持微细钻头,即便是在直径不足,也能确保孔位的准确性和孔壁的光滑度,减少毛刺和变形,提高电路板的组装质量和电气性能。电子产品的外壳,尤其是金属材质的边框、背板等,需经过复杂的CNC精密切削加工以达到美观与功能性的统一。笔型液压刀柄在执行高速切削铝合金、不锈钢等材料时,通过其稳定的夹持力和低振动特性,保证了切割面的平整和边缘的锐利,同时提高了加工...
- 江苏防掉刀刀柄 2026-05-27
- 径向跳动可调刀柄 2026-05-26
- 安徽ECOGRIP刀柄订制价格 2026-05-26
- 湖北外冷刀柄销售厂家 2026-05-26
- 江苏防掉刀刀柄价格 2026-05-26
- 浙江CAPTO接口刀柄品牌 2026-05-26
- 一键装夹刀柄规格 2026-05-26
- 上海粗铣液压刀柄供应商家 2026-05-26
- 江苏HYDRO-GRIP液压刀柄销售厂家 2026-05-26
- 强力液压刀柄规格 2026-05-25



- 间隙配合刀柄品牌 2026-05-25
- 上海强力液压刀柄价格 2026-05-25
- 浙江脂压液压刀柄厂家价格 2026-05-25
- 安徽PENCIL刀柄厂家价格 2026-05-25
- 湖南自锁刀柄 2026-05-25
- 广东ETP HYDROGRIP刀柄品牌 2026-05-25


- 南京传动涨套厂家 05-27
- 南通液压轴套源头 05-27
- 液压轴套厂家 05-27
- 江苏防掉刀刀柄 05-27
- 南京传动液压联轴器原厂 05-27
- 江苏TECHNO涨套价格 05-27
- 广东圆柄刀具装夹刀柄批量定制 05-27
- 无锡EXPRESS涨套批发 05-26
- 径向跳动可调刀柄 05-26
- 瑞典EXPRESS液压联轴器报价 05-26