- 品牌
- 爱步精益
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 人、机、料、法、环的现场标准化打造
- 咨询电话
- 15985846948
- 所在地
- 厦门市同安区闽盛交通9楼
- 公司类型
- 有限责任公司
- 咨询范围
- 工厂、现场管理、6S
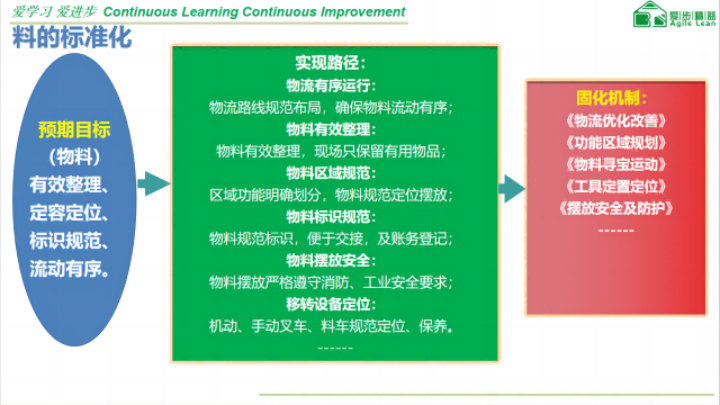
预期目标(物料)有效整理、定容定位、标识规范、流动有序。
实现路径:物流有序运行:物流路线规范布局,确保物料流动有序;物料有效整理:物料有效整理,现场只保留有用物品;物料区域规范:区域功能明确划分,物料规范定位摆放;物料标识规范:物料规范标识,便于交接,及账务登记;物料摆放安全:物料摆放严格遵守消防、工业安全要求;移转设备定位:机动、手动叉车、料车规范定位、保养。
固化机制:《物流优化改善》《功能区域规划》《物料寻宝运动》《工具定置定位》《摆放安全及防护》 如何评估员工在现场标准化管理中的表现?衢州现场标准化
5S之油漆作战是指在5S生产管理活动中,通过涂漆来维护和翻新设施的方法。以下是油漆作战在5S中的具体应用:1.**清扫阶段**:在5S的清扫阶段,除了进行彻底的清扫,还要解决一些设施的破损、设备锈迹斑斑、地面墙面油漆脱落等问题。这些问题光通过清扫是无法解决的,需要通过涂漆等措施来进行翻新和维护。2.**整顿阶段**:在整顿阶段,可以选定需要进行涂漆的区域和设备,并进行记录。同时,要制定涂漆的标准,如颜色、厚度和干燥时间等。3.**清洁阶段**:在清洁阶段,可以根据制定的涂漆标准,对设施进行涂漆。在这一过程中,要注意确保工作区域的安全,并佩戴适当的防护装备。4.**标准化阶段**:在标准化阶段,要对涂漆的过程进行总结,并制定出涂漆的标准和流程。同时,要将这些标准和流程进行标准化,以便在今后的生产管理中进行应用。总之,油漆作战在5S生产管理活动中起着重要的作用,能够通过涂漆来维护和翻新设施,提高生产管理的效率和设施的使用寿命。东莞7s现场标准化如何制定现场标准化管理标准?

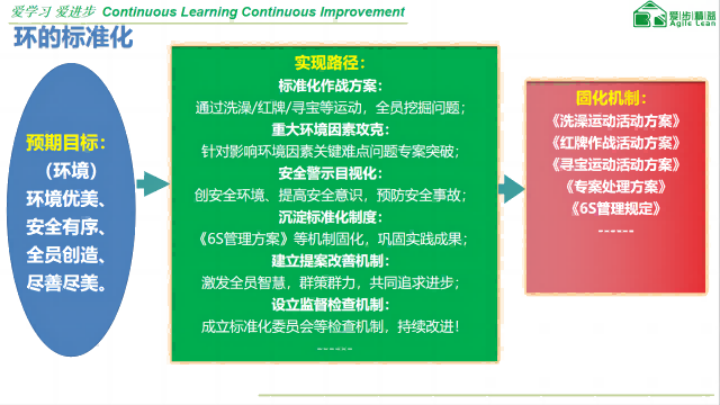
环的标准化 预期目标:(环境)环境优美、安全有序、全员创造、尽善尽美。
实现路径:标准化作战方案:通过洗澡/红牌/寻宝等运动,全员挖掘问题;重大环境因素攻克:针对影响环境因素关键难点问题专案突破;安全警示目视化:创安全环境、提高安全意识,预防安全事故;沉淀标准化制度:《6S管理方案》等机制固化,巩固实践成果;建立提案改善机制:激发全员智慧,群策群力,共同追求进步;设立监督检查机制:成立标准化委员会等检查机制,持续改进!
固化机制:《洗澡运动活动方案》《红牌作战活动方案》(304个红牌问题改善闭环》《寻宝运动活动方案》15项《专案处理方案》《6S管理规定》
三级巡线是按照“PDCA”的原则组织管理人员去现场发现问题,针对现场的问题提出改善对策并且实施的管理活动。巡线后由上级领导进行检查改善的结果,然后根据“举一反三”和“标准化”的原则总结出可以推广改善点,杜绝问题的重复发生。
一级主管级巡线:每天一次分散处理
步骤1:采用巡线记录本,一周一页,每天改善一个问题,并记录于巡线表;
步骤2:放在现场固定的地方,直接上级领导每周不定期检查;
步骤3:在6个问题点中总结出一个亮点,按模板填写
二级经理巡线:每周一次集中处理
步骤1:巡线前会议(10min):重点布置主题,巡线分工及要求;步骤2:现场巡线(30min):需要有人记录,过程重点拍照;步骤3:巡线后会议(60min):确定行动计划,培训,举一反三;
三级总经理巡线:步骤1:全体聚集;步骤2:到各个车间,由车间主任介绍这个月的改善景点;步骤3:会议室进行分享改善心得,总经理再次表扬相关人员; 现场标准化推进的立足点:现场实践、全员创造、持续改进、文化创建。
现代6S演变历程
6S起源于日本,是指在生产现场对人员、机器、材料、方法、信息等生产要素进行有效管理。整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(seiketsu)、素养(Shitsuke)安全(Security)是日语外来词,在罗马文拼写中,首字母都为S,所以日本人称之为6S。
多年前流行于日本的家庭管理方式,针对物与地的整理整顿。
1955年盛行“安全始于整理整顿,终于整理整顿”,提出“2S”。
1986年,首本6S改善专著问世,日本全国掀起5S热潮。
以丰田公司为力量的一大批倡导企业的推进使之活性化。
巨大的改善促进作用逐渐为各国管理界所青睐。 6S之大扫除如何开展?衢州6s现场标准化
现场标准化管理的思想是什么?衢州现场标准化
现场标准化管理是一种系统的方法,用于优化工作流程、提高工作效率和减少浪费。通过标准化管理,企业可以确保每个工作环节都得到有效的控制,从而提高整体运营效率。现场标准化管理是提高工作效率的有效途径。通过制定明确的工作流程、推行工具标准化、定期培训、目视化管理以及优化布局等方面的工作,企业可以提升整体运营效率,降低成本并增强竞争力。在实施现场标准化管理的过程中,企业应注重持续改进和创新,以适应不断变化的市场环境和技术发展。衢州现场标准化
- 寻宝活动现场标准化案例 2025-07-10
- 漳州8s现场标准化 2025-07-10
- 东莞7s现场标准化 2025-07-09
- 韶关三定管理现场标准化 2025-07-09
- 云浮形迹管理现场标准化 2025-07-09
- 肇庆红牌作战现场标准化 2025-07-09
- 衢州现场标准化 2025-07-09
- 中山大扫除现场标准化 2025-07-09
- 潮州现场标准化案例 2025-07-09
- 广东现场标准化内容 2025-07-09
- 嘉兴班前会现场标准化 2025-07-08
- 潮州7s现场标准化 2025-07-08