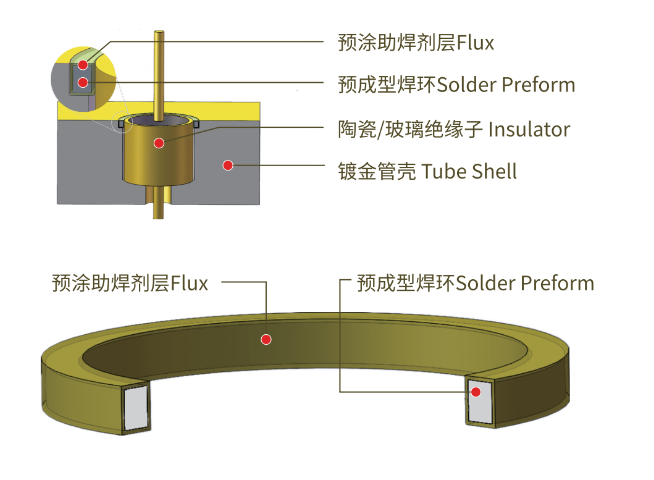
光电子器件,包括光电探测器(PIN/APD)、光调制器、光开关和光电集成电路,对封装精度和可靠性的要求极为严苛,因为光路的对准精度通常要求在亚微米甚至纳米量级,任何微小的焊点变形或蠕变都可能导致光路失准,严重影响器件性能。金锡焊料在光电子封装中的**优势在于其较高的抗蠕变性能。相比于纯铟焊料(熔点157°C,蠕变率较高),金锡焊料在室温和高温下均表现出更强的抗蠕变能力,能够在长期服役过程中维持光电子器件的光路对准精度。对于需要在温度循环环境中工作的光通信收发模块(Transceiver)和激光雷达(LiDAR)系统,金锡焊料对焊点几何形状的保持能力尤为重要。在航天光电子载荷中,对焊点稳定性的要求更为极端。卫星在轨运行期间,光电子仪器需要历经剧烈的温度循环(从阳照区的+100°C到阴影区的-40°C以下),同时还要应对微振动和宇宙辐射环境。金锡焊料优异的力学稳定性和耐辐照特性,使其成为航天光电子封装的可靠选择。随着光电子技术在通信、传感和成像领域的快速渗透,金锡焊料在光电子封装市场中的应用需求持续增长。10 余名实验室人员,检测金锡焊料性能指标。金锡焊料铟基检测
金锡焊料是以金(Au)和锡(Sn)为主要成分的二元合金焊料,其中应用较为***的共晶成分为80wt%Au-20wt%Sn,即通常所说的Au80Sn20合金。这一比例并非随意选取,而是经过严格热力学计算与大量工程实践验证得出的比较好配比。在Au-Sn二元相图中,80/20成分处于共晶点附近,该成分合金在特定温度下同时完成液-固相变,凝固组织均匀细腻,不存在较宽的两相区,从而有效避免了凝固偏析问题。合金的微观组织由ζ(Au5Sn)相和δ(AuSn)相交替排列构成,两相在凝固过程中协同生长,形成层片状共晶结构。这种精细的层片结构赋予焊料良好的导热性与导电性,同时保持适当的机械强度。值得注意的是,该合金中不含铅、镉等有害重金属元素,符合国际RoHS环保指令要求,可广泛应用于对环保合规有严格要求的**和**民用电子领域。部分特殊应用场景还会在基础Au-Sn配方上微量添加其他元素,如铟(In)或银(Ag),以进一步调节熔点或改善焊接润湿性,但**成分始终以Au和Sn为主导。正是这种经过精心设计的合金成分,使金锡焊料在高可靠性封装领域具备其他焊料难以替代的独特价值。金锡焊料铟基检测金锡焊料表面光洁,提升焊接作业流畅度。
蠕变是指金属材料在持续应力作用下随时间发生的缓慢塑性变形。对于焊料材料而言,由于其熔点相对较低,在常温或中高温工作环境中即可能进入高温蠕变区域(通常定义为工作温度高于0.5Tm,Tm为材料***熔点)。金锡共晶焊料的***熔点约为553K(280°C),0.5Tm约为177K,即约-96°C。这意味着在室温(约25°C,即298K)下,金锡焊料已工作在0.5Tm以上,处于热***蠕变区域。然而,由于金锡合金的层片状共晶组织具有较强的相界障碍效应,能够有效阻碍位错滑移和晶界扩散,其蠕变速率远低于铅锡、锡银铜等低熔点焊料,在相同温度和应力条件下表现出更强的抗蠕变能力。在实际工程应用中,这种优异的高温蠕变抗力使金锡焊料特别适合用于长期承受机械应力或热应力的封装结构。例如,在卫星载荷中,器件焊点需要在轨运行数年甚至数十年,期间不仅要承受工作温度的持续变化,还要抵抗各种力学冲击。金锡焊料的抗蠕变特性能够有效保障焊点在此类长寿命应用场景下的结构完整性,是其在高可靠性器件封装中具有竞争力的重要性能优势之一。
焊点的抗剪强度是评价封装可靠性的**力学指标之一,直接关系到器件能否在振动、冲击等力学环境中保持结构完整性。金锡共晶焊料的室温抗剪强度通常在270~320MPa范围内,在常用焊料材料中处于较高水平。与普通锡银铜(SAC)无铅焊料相比,金锡焊料的抗剪强度约为SAC的2~3倍,这种差异源于两者微观组织的本质区别:金锡共晶组织中金属间化合物相的体积分数更高,相界障碍效应更强,位错运动的阻力更大。此外,金锡焊料在高温下仍能保持较高比例的室温强度,这是许多普通焊料所不具备的性能特点。在实际应用中,高抗剪强度对于以下场景尤为重要:大功率器件的芯片贴装(芯片面积大,焊点所受剪切力大);需要承受振动和冲击的机载、弹载电子设备;以及需要经受高重力加速度测试(如20000g冲击测试)的精密引信组件。通过对金锡焊料焊点进行系统性的剪切力测试,可以建立焊接工艺参数与焊点强度之间的关系模型,为产品设计和工艺优化提供量化依据,确保封装结构在规定的力学环境条件下可靠工作。材料组织分析实验中心,检测金锡焊料内部结构。
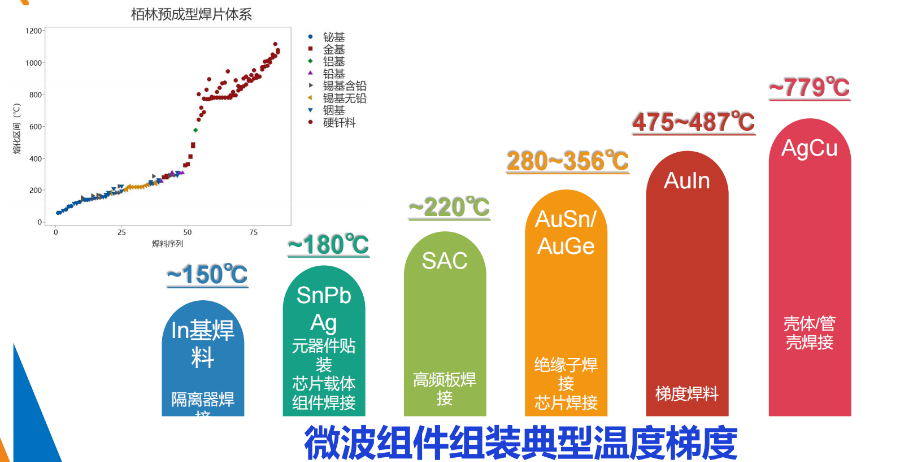
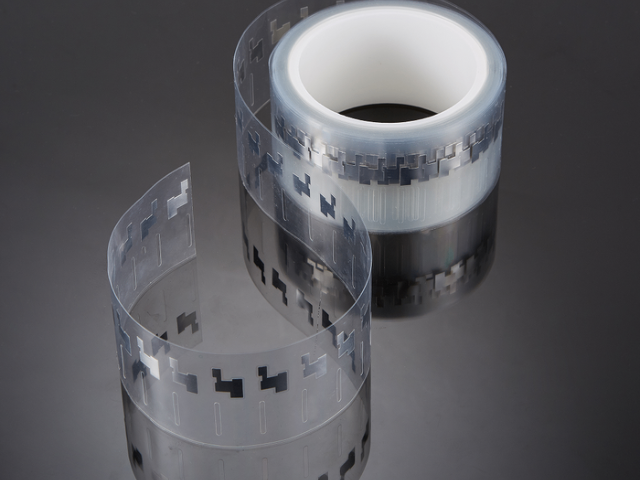
金锡焊料的焊接工艺质量直接决定封装器件的可靠性,而工艺优化是持续提升焊接质量的重要手段。工艺优化实践涵盖焊前准备、回流工艺和焊后检验三个主要阶段。焊前准备阶段的关键是确保焊接界面的清洁度和焊料表面的质量。基板镀金层在焊接前应进行等离子清洗或UV清洗,去除表面有机污染物,以改善焊料润湿性;金锡预成型片应在洁净室环境中从密封包装中取出,避免与裸手接触,防止污染;焊接夹具应定期清洁,防止夹具污染物转移到焊接界面。回流工艺阶段的关键是精确控制温度曲线。标准的金锡焊接回流曲线通常包括:预热段(室温升至200°C,升温速率约5°C/s)、均热段(200°C保温约60s,确保组件各部分温度均匀)、回流段(升温至300~320°C,峰值温度高出熔点20~40°C,确保焊料充分熔化流动)和冷却段(以约3~5°C/s的速率冷却,防止过快冷却产生过大热应力)。氮气保护或真空环境可进一步降低氧含量,改善焊料流动性和焊点质量。焊后检验阶段需通过X射线检查评估焊点空洞率,通过截面分析检查焊点微观组织,通过气密性检测验证封接质量,通过剪切力测试评估焊点力学强度。建立系统性的工艺优化反馈机制,将检验结果反馈到工艺参数调整中。微型焊接工艺可配套金锡焊料封装使用场景。金锡焊料汽车传动电机应用方案
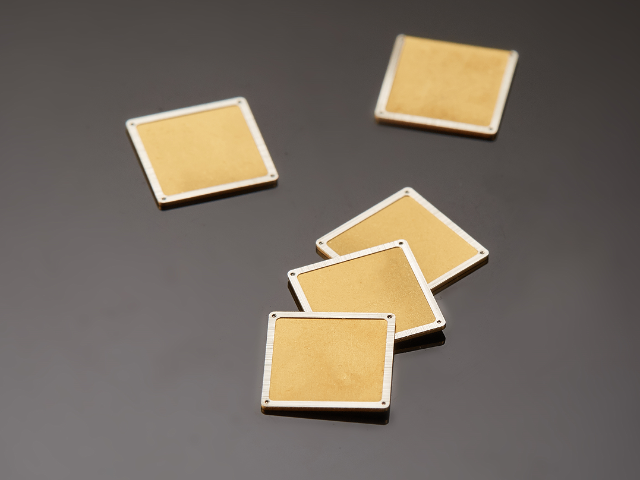
金锡焊料助力微电子行业实现高精度封装。金锡焊料铟基检测
在电子器件工作过程中,由于芯片、焊料和基板之间热膨胀系数(CTE)的差异,焊点在每次温度循环中都会经历反复的热应变,长期积累后可能导致焊点疲劳裂纹萌生和扩展,**终引发焊点失效,这就是热疲劳失效机制。金锡共晶焊料凭借其均匀的共晶微观组织和较高的熔点,展现出优于多数无铅焊料的热疲劳寿命。通过MIL-STD-883规定的温度循环测试(如-55°C至+125°C,循环1000次或2000次),金锡焊点通常能够以较低的失效率通过测试,表现出符合***可靠性要求的热疲劳性能。影响金锡焊点热疲劳寿命的因素包括焊点几何尺寸(厚度、面积)、基板与芯片的CTE差异值、温度循环的范围和速率、以及焊料微观组织的均匀性。通过优化焊接工艺(控制焊料厚度、回流曲线、冷却速率),可以改善焊点微观组织,提升热疲劳寿命。在器件封装设计阶段,采用有限元热-力耦合仿真方法对焊点应力应变进行定量评估,有助于在设计早期识别和规避热疲劳风险,确保**终产品满足预定的使用寿命要求。金锡焊料铟基检测
汕尾市栢科金属表面处理有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的电子元器件中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同汕尾市栢科金属表面处供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!