规范和标准体系是保障金锡焊料产品质量和应用可靠性的重要基础。了解和掌握相关行业标准,对于焊料生产商和用户均具有重要意义。在国际标准方面,IEC61190-1系列标准(Electronicassemblymaterial—Requirementsforsolderingfluxesforsolderingelectronicassemblies)虽主要针对含助焊剂焊料,但其测试方法部分也适用于金锡焊料;JEDEC和IPC组织发布了多项关于高可靠性封装材料和工艺的规范,如IPC-7711/7721(返修和重工)和IPC-A-610(电子组件的可接收性)。在美国***标准方面,MIL-STD-883(微电路试验方法标准)规定了气密封装器件的检漏测试要求;MIL-PRF-38534规定了混合电路和微电子器件的质量保证要求;MIL-P-38535规定了集成电路(微电路)的一般规范,均对封装焊料的使用和质量控制提出了具体要求。在中国国家和行业标准方面,GJB548系列标准(微电子器件试验方法和程序)、GJB65系列标准(有可靠性指标的微电路总规范)以及相关电子行业标准对***电子器件封装材料和工艺提出了系统性规范要求。熟悉并遵循这些标准规范,不仅是产品合规的基本要求,也是指导工程实践、规范生产工艺、保障产品可靠性的重要技术依据。省级专精特新企业,深耕金锡焊料研发与生产制造。中国航天配套金锡焊料

在金锡合金体系中,除80/20共晶成分外,富金成分(金含量高于80wt%)的金锡焊料在特定应用场景中也具有重要地位。常见的富金配方包括88wt%Au-12wt%Sn和90wt%Au-10wt%Sn等,这类合金的液相线温度通常高于共晶点,熔化温度范围在280°C至350°C之间。富金焊料的硬度通常低于共晶成分,延展性更好,在热循环测试中表现出较强的塑性变形吸收能力,适合用于热膨胀系数差异较大的异质材料之间的连接,如硅芯片与铜合金外壳的封装或陶瓷与金属之间的气密封接。此外,富金成分合金的抗氧化性也略优于共晶成分,在某些要求更高表面质量的应用中具有一定优势。在器件封装领域,富金金锡焊料常用于对焊接温度有特殊要求的叠层封装结构中,通过调节不同层次焊料的熔点,实现分步焊接工艺,避免先期焊点在后续焊接过程中发生重熔。合理选择共晶或富金成分金锡焊料,需要综合考虑应用的温度环境、力学要求、基板材料特性及焊接工艺约束,这也是精密封装工艺设计的重要内容之一。金锡焊料医疗标准合规金锡焊料可承接批量定制,满足客户采购需求。

在电子封装中,焊料不仅承担机械连接功能,还必须提供可靠的电气导通通路。金锡共晶焊料(Au80Sn20)具有较低的电阻率,约为16μΩ·cm,导电性能良好,能够在高频信号传输路径中保持低插入损耗,这对于微波和毫米波频段的射频器件封装尤为重要。在射频微系统(RFMEMS)、微波模块和雷达器件的封装中,焊料的导电性能直接影响信号通路的阻抗特性。如果焊料的电阻率偏高,在高频工作时会增加信号传输损耗,影响系统的射频性能指标。金锡焊料凭借其优良的导电性,能够满足微波到毫米波频段(数GHz至数十GHz)封装互连的电气要求。值得注意的是,金锡焊料的导电性能在高温环境下同样保持稳定,这与部分导电胶或焊锡膏的电阻率随温度***变化不同。对于需要在宽温度范围内保持稳定射频性能的***电子设备,金锡焊料的温度稳定电气特性具有重要意义。在实际应用中,除焊料本身的导电性外,还需综合考虑焊点界面质量、空洞率等因素,以确保封装互连的整体电气性能达到设计要求。
金锡焊料的润湿和结合性能与基板表面处理(镀层)密切相关。选择合适的基板镀层处理方案,对于实现高质量、高可靠性的金锡焊接至关重要。金锡焊料与镀金(Au)表面具有天然的良好相容性:金-金的互溶性好,在焊接温度下金基板表面的金层能够迅速溶入焊料,促进焊料的快速铺展和润湿。通常建议基板的镀金厚度在1μm~5μm范围内,过薄的镀金层可能在焊接温度下被全部消耗,导致焊料直接接触底层金属(如镍),影响界面质量;过厚的镀金层则会导致焊料成分中金的比例***升高,偏离共晶成分,影响焊接温度特性。对于镀镍/镀金(Ni/Au)表面处理,金层下方的镍层起到阻挡层的作用,防止基板铜或铁扩散进入焊料。焊接过程中,镍会在界面形成薄层Ni₃Sn₄金属间化合物,该界面层在厚度适当时(通常1~3μm)对焊点可靠性影响有限,但若镍层质量差(孔隙率高或含磷量不当),则可能成为界面失效的弱点。在陶瓷封装基板上,金锡焊料通常在W/Au或Mo/Mn/Ni/Au金属化层表面进行焊接,需要确保金属化层的致密性和各层间结合强度,以获得良好的焊接润湿效果和焊点可靠性。金锡焊料导电导热性能优,适配电子器件封装。
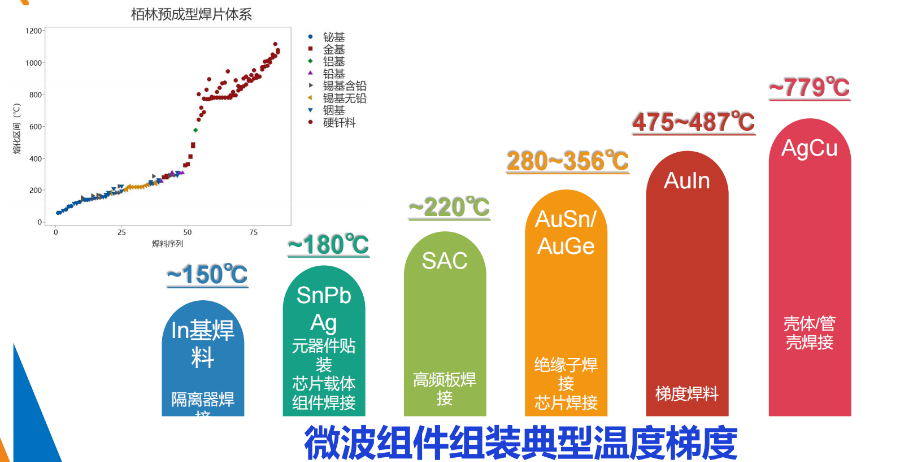
在复杂的多层封装和多芯片模块(MCM)制造过程中,需要执行多次焊接工序,每次焊接步骤的焊料熔点应从高到低依次递减,以确保后续焊接工序不会导致先前形成的焊点重熔。金锡焊料的280°C熔点使其在多次焊接工艺的层次设计中占据有利位置。典型的多层次焊接工艺方案示例如下:***层次(比较高熔点层)使用Au80Sn20金锡焊料(280°C)完成芯片与基板的贴装;第二层次使用Ag/Cu共晶焊料(779°C)或低温铜锡焊料(230°C)完成基板到外壳的连接;第三层次使用铅锡焊料(183°C,若允许)或锡银铜焊料(217°C)完成外部引脚或接口的焊接。通过合理选择各层次焊料的熔点,可以确保每个焊接步骤在足够低的温度下进行,不对已完成的焊点造成影响。在实际工程中,各层次焊料熔点之间的间隔通常建议不低于30~50°C,以在回流温度窗口中留有足够的工艺裕量,防止因温控精度不足而误熔先期焊点。金锡焊料的精确熔点(280°C)和窄熔化区间使其在多层次焊接工艺的层次设计中具有明确的工艺优势,是实现复杂封装结构高可靠性的重要材料选择依据之一。金锡焊料生产遵循 ISO45001 职业健康体系要求。金锡焊料医疗标准合规
金锡焊料满足大型电子企业规模化封装需求。中国航天配套金锡焊料
蠕变是指金属材料在持续应力作用下随时间发生的缓慢塑性变形。对于焊料材料而言,由于其熔点相对较低,在常温或中高温工作环境中即可能进入高温蠕变区域(通常定义为工作温度高于0.5Tm,Tm为材料***熔点)。金锡共晶焊料的***熔点约为553K(280°C),0.5Tm约为177K,即约-96°C。这意味着在室温(约25°C,即298K)下,金锡焊料已工作在0.5Tm以上,处于热***蠕变区域。然而,由于金锡合金的层片状共晶组织具有较强的相界障碍效应,能够有效阻碍位错滑移和晶界扩散,其蠕变速率远低于铅锡、锡银铜等低熔点焊料,在相同温度和应力条件下表现出更强的抗蠕变能力。在实际工程应用中,这种优异的高温蠕变抗力使金锡焊料特别适合用于长期承受机械应力或热应力的封装结构。例如,在卫星载荷中,器件焊点需要在轨运行数年甚至数十年,期间不仅要承受工作温度的持续变化,还要抵抗各种力学冲击。金锡焊料的抗蠕变特性能够有效保障焊点在此类长寿命应用场景下的结构完整性,是其在高可靠性器件封装中具有竞争力的重要性能优势之一。中国航天配套金锡焊料
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!